VINTAGE BENTLEY MAGNETOS
WHAT I INTEND TO DO ON THIS PAGE IS TO INVESTIGATE THE HISTORY OF THE DEVELOPMENT OF THE BENTLEY MAGNETOS AND TO EXPAND ON THE POSSIBILITIES FOR BENTLEY OWNERS TO MAKE IMPROVEMENTS TO THEM.
THIS IS A SUBJECT THAT IS RATHER DIFFICULT TO RESEARCH IN DEPTH DUE TO THE LACK OF INFORMATION THAT IS AVAILABLE IN BOOKS OR ONLINE! BEFORE I START, I SHOULD SAY THAT I HAVE A QUALIFICATION OF "PRINCIPLES OF ELECTRICITY" AT ORDINARY NATIONAL CERTIFICATE LEVEL, THAT UNFORTUNATELY DID NOT INCLUDE ANY WORK ON HIGH VOLTAGE THAT WOULD BE REQUIRED FOR THE HIGH TENSION PART OF OF MAGNETO DESIGN.
THE ORIGINS OF THE MAGNETO GO BACK TO JUST BEFORE THE END OF THE NINETEENTH CENTURY WHEN FREDERIC RICHARD SIMMS A BRITISH ENGINEER AND ROBERT BOSCH OF GERMANY, TOGETHER INVENTED THE MAGNETO, THE FIRST CAR TO BE FITTED WITH IT WAS THE 1899 DAIMLER PHOENIX.
THE BIBLE FOR VINTAGE BENTLEY BOYS IS THE BDC PUBLICATION " THE TECHNICAL FACTS OF THE VINTAGE BENTLEY" THAT IS ONLY AVAILABLE FROM THE CLUB AND A NECESSITY FOR SERIOUS BENTLEY OWNERS!
THIS IS NOT A COMPREHENSIVE WORKSHOP MANUAL BUT CONTAINS A WEALTH OF KNOWLEDGE FROM BDC EXPERT MEMBERS, PAST AND PRESENT.
THE ORIGINS OF THE MAGNETO GO BACK TO JUST BEFORE THE END OF THE NINETEENTH CENTURY WHEN FREDERIC RICHARD SIMMS A BRITISH ENGINEER AND ROBERT BOSCH OF GERMANY, TOGETHER INVENTED THE MAGNETO, THE FIRST CAR TO BE FITTED WITH IT WAS THE 1899 DAIMLER PHOENIX.
THE BIBLE FOR VINTAGE BENTLEY BOYS IS THE BDC PUBLICATION " THE TECHNICAL FACTS OF THE VINTAGE BENTLEY" THAT IS ONLY AVAILABLE FROM THE CLUB AND A NECESSITY FOR SERIOUS BENTLEY OWNERS!
THIS IS NOT A COMPREHENSIVE WORKSHOP MANUAL BUT CONTAINS A WEALTH OF KNOWLEDGE FROM BDC EXPERT MEMBERS, PAST AND PRESENT.
WE CAN FIND OUT WHAT MAGNETO IS USED FOR WHAT VINTAGE BENTLEY AND HOW TO TIME THE MAGS TO THE VARIOUS ENGINES BUT OTHERWISE THERE IS LITTLE INFORMATION ABOUT THE MAGS THEMSELVES!
TO MANY OF US, THE REPAIR AND FUNCTION OF THESE PRECISION ELECTRO MECHANICAL DEVICES IS A BLACK ART, THAT IS ONLY KNOWN TO THE VERY FEW SORCERERS THAT ARE AVAILABLE TO WORK ON THEM.
LIKE ANY PROFESSIONALS, SUCH AS DOCTORS, DENTISTS OR BENTLEY RESTORERS, IT`S DIFFICULT TO FIND OUT WHICH OF THEM ARE AT THE TOP OF THEIR GAME AND WHICH ONES UNFORTUNATELY, ARE SADLY LACKING IN COMPETENCE!
THIS IS IMPORTANT INFORMATION TO KNOW BUT NOBODY IS GOING TO PUT THIS DOWN IN WRITING AND RISK LITIGATION! THE ONLY WAY TO FIND OUT IS TO ASK SOMEBODY IN THE KNOW. BUT WHO?
TO MANY OF US, THE REPAIR AND FUNCTION OF THESE PRECISION ELECTRO MECHANICAL DEVICES IS A BLACK ART, THAT IS ONLY KNOWN TO THE VERY FEW SORCERERS THAT ARE AVAILABLE TO WORK ON THEM.
LIKE ANY PROFESSIONALS, SUCH AS DOCTORS, DENTISTS OR BENTLEY RESTORERS, IT`S DIFFICULT TO FIND OUT WHICH OF THEM ARE AT THE TOP OF THEIR GAME AND WHICH ONES UNFORTUNATELY, ARE SADLY LACKING IN COMPETENCE!
THIS IS IMPORTANT INFORMATION TO KNOW BUT NOBODY IS GOING TO PUT THIS DOWN IN WRITING AND RISK LITIGATION! THE ONLY WAY TO FIND OUT IS TO ASK SOMEBODY IN THE KNOW. BUT WHO?
NOT ONLY ARE GOOD MAG RESTORES DIFFICULT TO FIND BUT THEY CAN CHARGE A VERITABLE FORTUNE FOR THEIR SERVICES AND LONG WAITING TIMES FOR DELIVERY.
OVER THE YEARS, BENTLEY FOLK HAVE TRIED TO BYPASS THIS STUMBLING BLOCK BY INVENTING WAYS TO ELIMINATE THE SORCERY FROM THEIR MAGS AND BRING THEM INTO THE 21st CENTURY!
OVER THE YEARS, BENTLEY FOLK HAVE TRIED TO BYPASS THIS STUMBLING BLOCK BY INVENTING WAYS TO ELIMINATE THE SORCERY FROM THEIR MAGS AND BRING THEM INTO THE 21st CENTURY!
THE MLC4 AND MLCG4 MAGNETOS
THE ORIGINAL MORRIS & LISTER (M-L) COMPANY WAS FOUNDED IN 19O6 AND HAD PREMISES AT CARLTON WORKS COVENTRY. THEY WERE ELECTRICAL ENGINEERS AND MADE ALL KINDS OF GENERATING EQUIPMENT.
AT SOME POINT IN TIME THEY WERE ACQUIRED BY SMITHS INDUSTRIES WHO EVENTUALLY SOLD THE COMPANY TO JOSEPH LUCAS IN 1930. I CAN FIND NO REFERENCE AS TO WHY W.O. CHOSE ML MAGNETOS IN THE FIRST PLACE BUT THE MLC4 AND THE MLCG4 WERE FITTED AS ORIGINAL EQUIPMENT TO THE 3 LITRE CARS.
OVER MANY YEARS I`VE COLLECTED QUITE A LARGE QUANTITY OF ML MAGNETOS AND PARTS SO AM ABLE TO GIVE A SHORT HISTORY OF THE DEVELOPMENT OF THE CG4. THIS MAY NOT BE COMPLETE BUT IT`S MORE THAN YOU WILL FIND ELSEWHERE!
AT SOME POINT IN TIME THEY WERE ACQUIRED BY SMITHS INDUSTRIES WHO EVENTUALLY SOLD THE COMPANY TO JOSEPH LUCAS IN 1930. I CAN FIND NO REFERENCE AS TO WHY W.O. CHOSE ML MAGNETOS IN THE FIRST PLACE BUT THE MLC4 AND THE MLCG4 WERE FITTED AS ORIGINAL EQUIPMENT TO THE 3 LITRE CARS.
OVER MANY YEARS I`VE COLLECTED QUITE A LARGE QUANTITY OF ML MAGNETOS AND PARTS SO AM ABLE TO GIVE A SHORT HISTORY OF THE DEVELOPMENT OF THE CG4. THIS MAY NOT BE COMPLETE BUT IT`S MORE THAN YOU WILL FIND ELSEWHERE!
STOP PRESS! I FOUND THE BOOK THAT I WAS LOOKING FOR IN MY LIBRARY, "AUTOMOBILE ELECTRICAL EQUIPMENT" BY YOUNG AND GRIFFITHS PUBLISHED IN 1933. THIS VERY INFORMATIVE BOOK HAS A SECTION ON DIFFERENT MAKES OF MAGNETOS AND ON THE ML SECTION ALTHOUGH IT DOES NOT MENTION THE CG4 IT DOES THE GR4, GR6,ER4 AND ER6.
ABOVE AN EXTRACT FROM THIS BOOK EXTOLLING THE VIRTUES OF THE ML MAGNETO, THIS MUST BE THE REASON THAT THEY WERE CHOSEN BY W.O. FOR THE 3 LITRE.
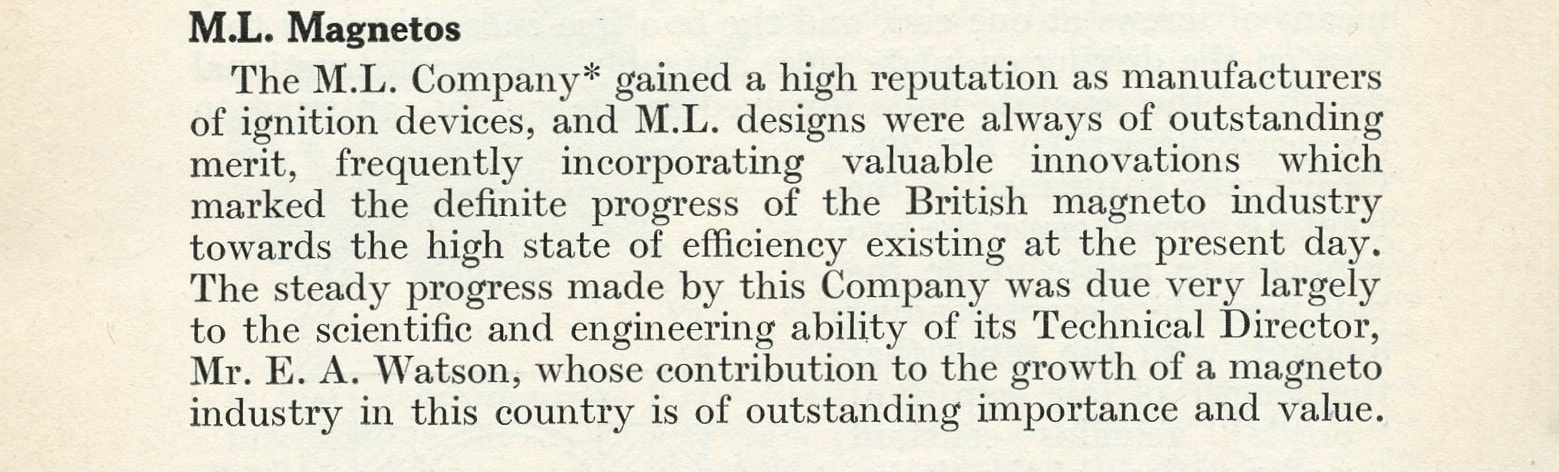
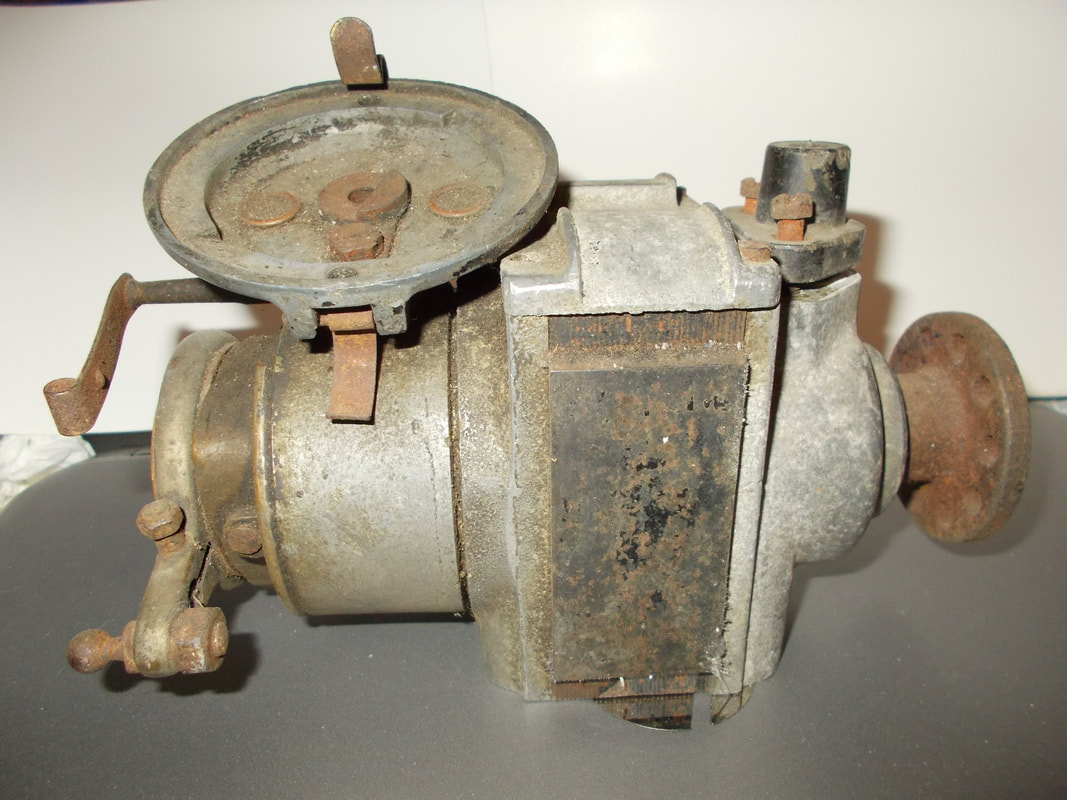
ABOVE, AN IMAGE OF THE SPIGOT OR AERO MODEL MLCG4 MAGNETO AS INSTALLED AS STANDARD EQUIPMENT ON MOST OF THE 3 LITRE BENTLEY CARS. THERE WERE TWO OF THEM EACH MOUNTED ON OPPOSITE SIDES OF THE TURRET, ONE FOR EACH OF THE FOUR SPARK PLUGS SITUATED EITHER SIDE OF THE ENGINE BLOCK. THIS MEANT THAT ONE WOULD ROTATE CLOCKWISE AND THE OTHER ANTICLOCKWISE LOOKING AT THE FRONT OF THE MAGNETO. THE MAGNETO IN THIS IMAGE IS FITTED WITH AN ORIGINAL BENTLEY DRIVE DOG.

|

|
SHOWN ABOVE LEFT ARE SIX DIFFERENT EXAMPLES OF THE DISTRIBUTOR CAPS FROM MY COLLECTION. FOR THE SAKE OF IDENTIFICATION THEY HAVE BEEN NUMBERED FROM ONE TO SIX. THAT IS FROM THE EARLIEST TO THE LATEST.
IN THE LEFT HAND IMAGE, CAP No.1, THE EARLIEST, HAS SCREWED KNOBS WITH SLOTS IN THE CAP TO ALLOW ENTRY OF THE IGNITION CABLE AND THE COPPER CORE IS WOUND AROUND THE 2BA STUD AND HELD DOWN BY THE SCREWED KNOB.
CAPS No, 2 & 3 HAD A RATHER INEFFECTIVE SYSTEM WHERE THE KNOBS WERE DRILLED THROUGH AND THE IGNITION CABLE CORE FORCED BETWEEN THE 2BA THREAD IN THE KNOB AND THE STUD IN THE CAP, I HAVE TRIED THIS AND WHAT HAPPENS IS THAT THE COPPER WIRE CORE OF THE CABLE IS PARTLY SHEARED OFF AND DOES NOT MAKE SATISFACTORY CONTACT. YOU CAN SEE THE KNOB AND CABLE SHOWN UNDERNEATH CAPS 2 & 3.IN THE IMAGE
CAP No. 4 ALSO HAS A STRANGE ARRANGEMENT WHERE THE COPPER WIRE CORE OF THE IGNITION CABLE IS CLAMPED IN A COPPER SHEATH AND HELD IN PLACE IN THE CAP BY KNOBS THAT HAVE A TAPER ON THEM, NOT SCREWED KNOBS! AGAIN SHOWN UNDER THE CAP IN THE IMAGE.
CAP No. 5 REVERTS BACK TO CAP No. 1 AND THE KNOBS SCREW DOWN ON THE CABLE CORE WHICH ENTERS VIA SLOTS IN THE CAP.
CAP No. 6 IS THE LATEST AND HAS THE MOST PRACTICAL WAY OF CLAMPING THE IGNITION CABLES FROM THE CAP TO THE SPARK PLUGS IN PLACE. THE KNOBS HAVE ENTRY HOLES FOR THE CABLE AND THE COPPER CORE STRANDS ARE WOUND AROUND A "WIDGET" THEN CLAMPED IN PLACE BY THE SCREWED IN THE CAP KNOBS. AGAIN, SEE THE METHOD SHOWN UNDER THE IMAGE.THE CABLE ENTERING THE TOP OF THE CAP IS CLAMPED IN AS CAP No.1.
IN THE LEFT HAND IMAGE, CAP No.1, THE EARLIEST, HAS SCREWED KNOBS WITH SLOTS IN THE CAP TO ALLOW ENTRY OF THE IGNITION CABLE AND THE COPPER CORE IS WOUND AROUND THE 2BA STUD AND HELD DOWN BY THE SCREWED KNOB.
CAPS No, 2 & 3 HAD A RATHER INEFFECTIVE SYSTEM WHERE THE KNOBS WERE DRILLED THROUGH AND THE IGNITION CABLE CORE FORCED BETWEEN THE 2BA THREAD IN THE KNOB AND THE STUD IN THE CAP, I HAVE TRIED THIS AND WHAT HAPPENS IS THAT THE COPPER WIRE CORE OF THE CABLE IS PARTLY SHEARED OFF AND DOES NOT MAKE SATISFACTORY CONTACT. YOU CAN SEE THE KNOB AND CABLE SHOWN UNDERNEATH CAPS 2 & 3.IN THE IMAGE
CAP No. 4 ALSO HAS A STRANGE ARRANGEMENT WHERE THE COPPER WIRE CORE OF THE IGNITION CABLE IS CLAMPED IN A COPPER SHEATH AND HELD IN PLACE IN THE CAP BY KNOBS THAT HAVE A TAPER ON THEM, NOT SCREWED KNOBS! AGAIN SHOWN UNDER THE CAP IN THE IMAGE.
CAP No. 5 REVERTS BACK TO CAP No. 1 AND THE KNOBS SCREW DOWN ON THE CABLE CORE WHICH ENTERS VIA SLOTS IN THE CAP.
CAP No. 6 IS THE LATEST AND HAS THE MOST PRACTICAL WAY OF CLAMPING THE IGNITION CABLES FROM THE CAP TO THE SPARK PLUGS IN PLACE. THE KNOBS HAVE ENTRY HOLES FOR THE CABLE AND THE COPPER CORE STRANDS ARE WOUND AROUND A "WIDGET" THEN CLAMPED IN PLACE BY THE SCREWED IN THE CAP KNOBS. AGAIN, SEE THE METHOD SHOWN UNDER THE IMAGE.THE CABLE ENTERING THE TOP OF THE CAP IS CLAMPED IN AS CAP No.1.

|

|
ABOVE, IN THE TWO IMAGES, ARE SHOWN SIX DIFFERENT MLCG4 DISTRIBUTOR ROTORS REFERENCE A,B,C D,E & F THAT ROTATE WITHIN THE DISTRIBUTOR CAP.
UNFORTUNATELY THESE CAPS AND ROTORS ARE NOT ALL INTERCHANGEABLE WITH EACH OTHER!
CAP No 1 WILL ONLY WORK WITH ROTOR A. I BELIEVE THAT THIS BEAUTIFULLY MADE ASSEMBLY WAS THE ORIGINAL ONE FOR THE EARLY MLC4 MAG. THE CAP SEEMS TO BE MADE FROM TUFNOL AND THE ROTOR BODY FROM BAKELITE, THE TRANSFER OF THE VOLTAGE IS MADE VIA A SQUARE SPRING LOADED CARBON BRUSH BETWEEN THE TWO, WITH OBVIOUSLY, NO AIR GAP BETWEEN THEM. NOTE THAT THE SPRING LOADED ROUND BRUSH THAT TRANSFERS THE INPUT VOLTAGE TO THE ROTOR IS LOCATED IN THE TOP OF THE ROTOR, NOT IN THE CAP.
CAP No 2 WILL ONLY WORK WITH ROTOR F. THIS ASSEMBLY IS JUST A REVAMP OF CAP No.1 BUT NOW THE SPRING LOADED ROUND CARBON BRUSH IS LOCATED IN THE CAP AND THE SQUARE BRUSH NOW ENGAGES WITH THE CONTACTS NOW BURIED IN THE TOP OF THE CAP. WHAT WAS THE REASON FOR THE CHANGE?
MY GUESS IS THAT CAP No.1 PROBABLY OVERHEATED DUE TO IT`S LARGE MASS AND CAP No. 2 WAS AN EXERCISE TO LIGHTEN IT, AND AT THE SAME TIME, TO SHIELD THE CARBON BRUSH IN THE CAP FROM ARCING. THERE IS ALSO EVIDENCE OF CARBON BUILD UP ON THE CONTACTS IN BOTH OF THESE CAPS THAT SHOW THERE HAD BEEN ARCING BETWEEN THE ROTOR AND THE CAP THAT COULD AFFECT THE STRENGTH OF THE SPARK AS WELL AS HEATING THEM UP. THIS COULD HAVE BEEN CAUSED BY A WEAK OR FAILED CONDENSER.
MY REASONING FOR SUSPECTING THE HEAT PROBLEM IS THAT, ALTHOUGH THERE WERE VENTILATION HOLES IN ALL THE THREE BASE TYPES AND NO VENTILATION HOLES IN CAPS 1,2,3 & 4, THE LATER CAPS 5 & 6 HAD TWO WIRE MESH PROTECTED VENTILATION HOLES ADDED TO THEM IN ORDER TO IMPROVE VENTILATION AND COOLING.
CAP No 1 WILL ONLY WORK WITH ROTOR A. I BELIEVE THAT THIS BEAUTIFULLY MADE ASSEMBLY WAS THE ORIGINAL ONE FOR THE EARLY MLC4 MAG. THE CAP SEEMS TO BE MADE FROM TUFNOL AND THE ROTOR BODY FROM BAKELITE, THE TRANSFER OF THE VOLTAGE IS MADE VIA A SQUARE SPRING LOADED CARBON BRUSH BETWEEN THE TWO, WITH OBVIOUSLY, NO AIR GAP BETWEEN THEM. NOTE THAT THE SPRING LOADED ROUND BRUSH THAT TRANSFERS THE INPUT VOLTAGE TO THE ROTOR IS LOCATED IN THE TOP OF THE ROTOR, NOT IN THE CAP.
CAP No 2 WILL ONLY WORK WITH ROTOR F. THIS ASSEMBLY IS JUST A REVAMP OF CAP No.1 BUT NOW THE SPRING LOADED ROUND CARBON BRUSH IS LOCATED IN THE CAP AND THE SQUARE BRUSH NOW ENGAGES WITH THE CONTACTS NOW BURIED IN THE TOP OF THE CAP. WHAT WAS THE REASON FOR THE CHANGE?
MY GUESS IS THAT CAP No.1 PROBABLY OVERHEATED DUE TO IT`S LARGE MASS AND CAP No. 2 WAS AN EXERCISE TO LIGHTEN IT, AND AT THE SAME TIME, TO SHIELD THE CARBON BRUSH IN THE CAP FROM ARCING. THERE IS ALSO EVIDENCE OF CARBON BUILD UP ON THE CONTACTS IN BOTH OF THESE CAPS THAT SHOW THERE HAD BEEN ARCING BETWEEN THE ROTOR AND THE CAP THAT COULD AFFECT THE STRENGTH OF THE SPARK AS WELL AS HEATING THEM UP. THIS COULD HAVE BEEN CAUSED BY A WEAK OR FAILED CONDENSER.
MY REASONING FOR SUSPECTING THE HEAT PROBLEM IS THAT, ALTHOUGH THERE WERE VENTILATION HOLES IN ALL THE THREE BASE TYPES AND NO VENTILATION HOLES IN CAPS 1,2,3 & 4, THE LATER CAPS 5 & 6 HAD TWO WIRE MESH PROTECTED VENTILATION HOLES ADDED TO THEM IN ORDER TO IMPROVE VENTILATION AND COOLING.
CAP No. 3 WILL ONLY WORK WITH ROTORS B,D & E. THIS IS A MUCH LIGHTER CAP THAN CAP No. 1 & 2 AND HAS THE ROUND SPRING LOADED CARBON BRUSH LOCATED IN THE TOP OF THE CAP. ROTORS B,D & E ALTHOUGH HAVING SLIGHT DIFFERENCES WILL WORK WITH THIS CAP. NOTE THE LITTLE RIBS AROUND THE PERIPHERY OF THE ROTORS AND THE HOLES DRILLED THROUGH THEM. THIS IS PROBABLY TO PROMOTE COOLING BY CREATING A PASSAGE OF AIR. YOU CAN ALSO SEE FOUR SMALL EQUISPACED HOLES DRILLED THROUGH THE PERIPHERY OF THE CAP JUST ABOVE WHERE IT ENTERS THE BASE CASTING.
CAP No, 4 WILL ONLY WORK WITH ROTOR C. THIS IS BECAUSE THE CONTACT IN THE TOP OF THE CAP IS A CAPTIVE SOLID INSERT OF CARBON AND THE ROTOR HAS A SPRING STEEL ARM THAT IS FORCED AGAINST IT.
YOU CAN SEE THIS CONCEPT IN SOME THE POST WAR LUCAS DISTRIBUTORS. THIS CAP HAS TWELVE 3/32 " DIAMETER HOLES DRILLED AROUND THE PERIPHERY TO IMPROVE COOLING
YOU CAN SEE THIS CONCEPT IN SOME THE POST WAR LUCAS DISTRIBUTORS. THIS CAP HAS TWELVE 3/32 " DIAMETER HOLES DRILLED AROUND THE PERIPHERY TO IMPROVE COOLING
CAP No. 5 HAS THE SPRING LOADED ROUND CARBON BRUSH IN THE TOP OF THE CAP AND HAS THE KNOBS WITH HOLES FOR ENTRY OF THE IGNITION CABLES AS DESCRIBED EARLIER. THE INNOVATION ON THIS CAP IS THE ADDITION OF TWO 7/16" DIAMETER EQUISPACED GAUZE PROTECTED HOLES AT 90 DEGREES FROM THE CLAMP CENTRELINE.
CAP No. 6. THE SAME AS CAP No. 5 BUT THE AIR HOLES ARE ENLARGED TO 1/2" DIAMETER.

AT THE TOP OF THE ABOVE IMAGE, IS SHOWN FRONT AND REAR VIEWS OF THE CAP THAT COVERS THE POINTS. AND BELOW ARE SHOWN THREE DIFFERENT VERSIONS OF THE HIGH VOLTAGE PICK UP TERMINAL FROM THE SLIP RING. THE OLDEST ON THE LEFT AND THE LATER ONE IN THE MIDDLE. BOTH REQUIRED THAT THE IGNITION CABLE BE SCREWED INTO THE TERMINAL. THE ONE ON THE RIGHT IS THE LATEST VERSION AND HAS THE MUCH EASIER AND BETTER METHOD OF SECURING THE CABLE, THE SAME AS ON CAP No. 6 USING THE WIDGET

ABOVE, THE THREE VARIANTS OF THE DISTRIBUTOR BASE. ON THE LEFT THE ORIGINAL BRONZE BASE THAT THE SPRING CLIPS FOR THE CAP ARE ATTACHED TO THE PERIPHERY BY SCREWS. IN THE CENTRE, THE BRONZE BASE THAT HAS IMPROVED ATTACHMENT FOR THE CAP CLIPS UNDER THE PERIPHERY. ON THE RIGHT THE SAME BUT NOW WITH THE BASE DIE CAST IN A LIGHT ALLOY "MAZAK". THIS WAS A COST SAVING BUT WITH THE UNFORTUNATE RESULT THAT IT CORRODES IN THE GEARBOX BORE AND USUALLY BECOMES BROKEN ON DIS-ASSEMBLY, AS SHOWN ON THE IMAGE.
MODIFICATIONS TO, OR REPLACEMENTS FOR THE MLCG4
FOR REASONS THAT I`VE OUTLINED IN THE INTRODUCTION,.IN AN EMERGENCY, THE MAGNETO CAN BE MODIFIED TO OPERATE WITH COIL IGNITION. I FIRST READ ABOUT THIS IN THE MAGAZINE "PRACTICAL MOTORIST" IN AROUND 1955 AND IN 1958 DURING A HOLIDAY TO ITALY IN MY 1932 RILEY NINE MONACO, THE MAGNETO FAILED IN NAPLES!
I WAS ABLE TO CONVERT THE BTH MAGNETO TO COIL IGNITION WITHOUT MUCH PROBLEM ALTHOUGH NONE OF THE ITALIANS THAT HELPED ME HAD ANY FAITH IN THIS IDEA , THE ENGINE FIRED UP ON THE FIRST TURN OF THE STARTING HANDLE, IT WAS SO SUCCESSFUL THAT I USED THIS CONVERSION FOR THE REST OF THE TIME THAT I OWNED THE CAR.
I WAS ABLE TO CONVERT THE BTH MAGNETO TO COIL IGNITION WITHOUT MUCH PROBLEM ALTHOUGH NONE OF THE ITALIANS THAT HELPED ME HAD ANY FAITH IN THIS IDEA , THE ENGINE FIRED UP ON THE FIRST TURN OF THE STARTING HANDLE, IT WAS SO SUCCESSFUL THAT I USED THIS CONVERSION FOR THE REST OF THE TIME THAT I OWNED THE CAR.
|

|
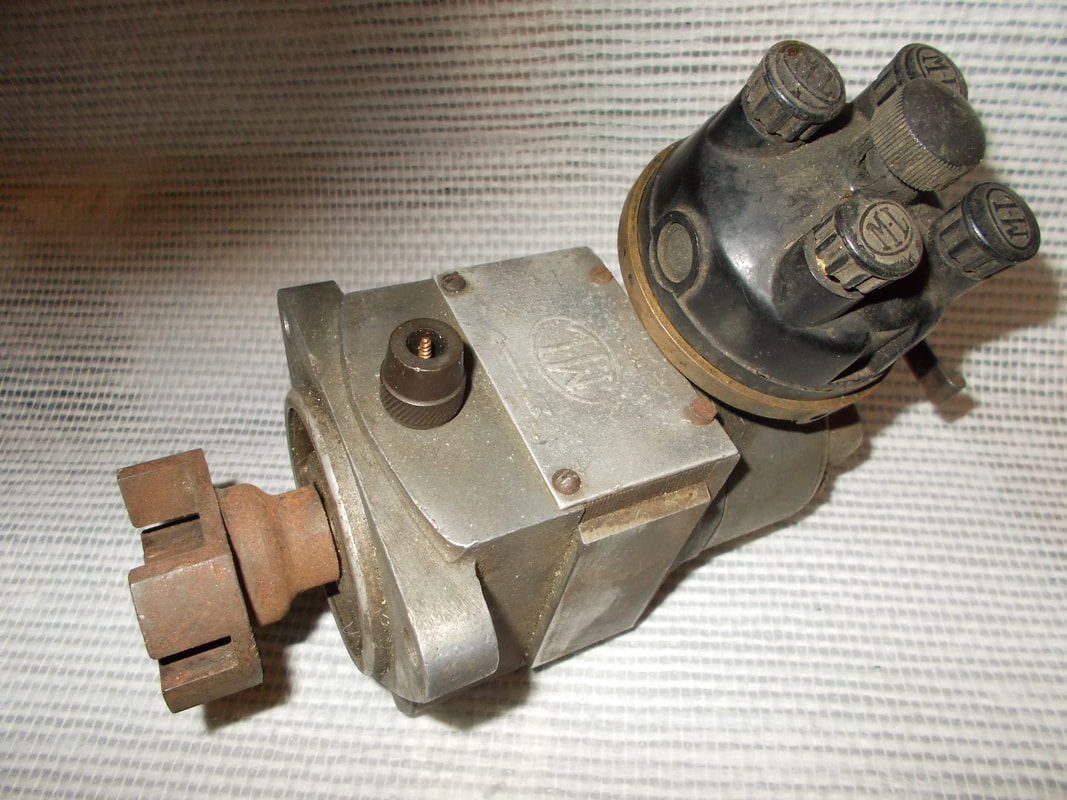
ABOVE LEFT, A LUCAS DISTRIBUTOR PERFECTLY ADAPTED TO THE CG4. THIS WOULD PROBABLY CAUSE SOME RAISED EYEBROWS AMONG THE CONCOURSE JUDGES AND BRING THE ORIGINALITY POLICE TO THE BRINK OF TEARS, BUT IN AN EMERGENCY OR LACK OF FUNDS TO RESTORE THE MAG, IT WORKS! HOWEVER I BOUGHT THIS TO HAVE IT OVERHAULED TO USE ON MY CAR AND WHEN I REMOVED THE DISTRIBUTOR, THE CLEVER PERSON THAT HAD DONE THIS CONVERSION HAD NOT MODIFIED THE MAG IN ANY WAY!
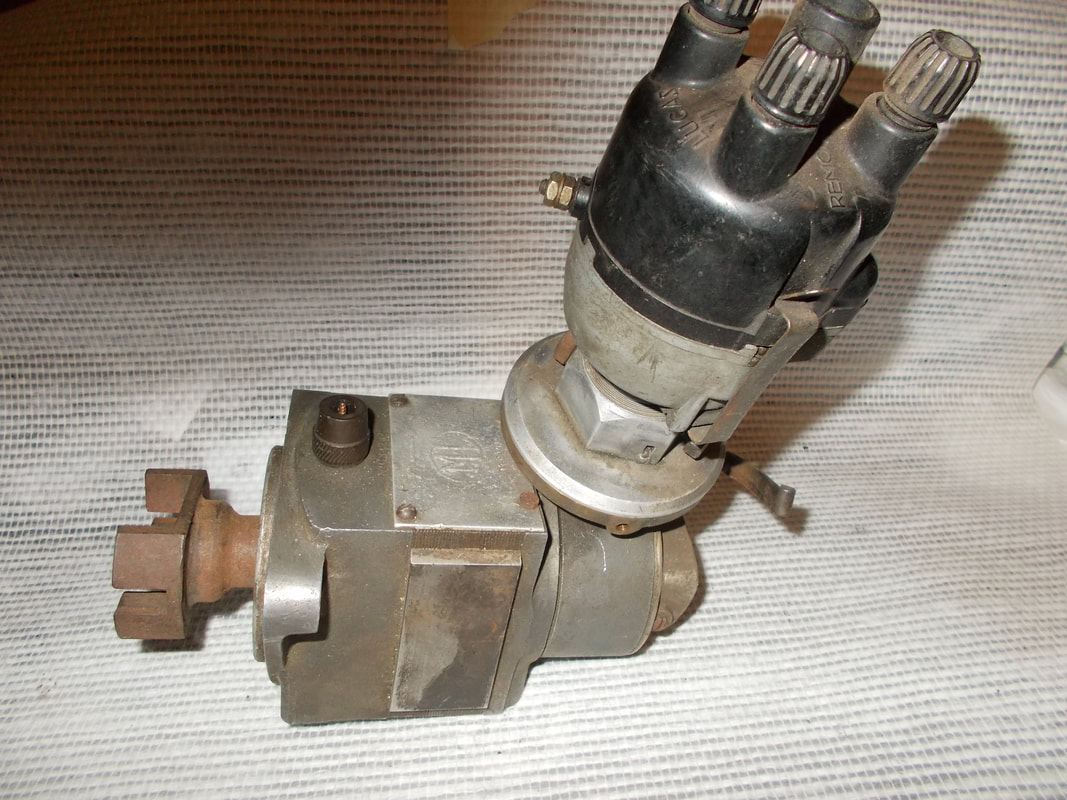
ABOVE RIGHT ARE A PAIR OF COMPLETELY NEW SUBSTITUTES FOR THE ML MAGNETOS FOR BOTH THE 3 AND 4.5 LITRE ENGINES. THESE CAME FROM A RUNNING CAR AND I HAVE SEEN OTHERS LIKE THEM SO THESE WERE PROBABLY MADE AS PART OF A SMALL BATCH. THERE IS NO FINESSE IN THEM BUT THEY HAVE LUCAS DISTRIBUTORS FITTED THAT ORIGINALLY CAME FROM A POSTWAR HUMBER CAR WHICH HAVE A MANUAL ADVANCE AND RETARD INCORPORATED THAT WAS RATHER CLEVERLY ADAPTED TO BE OPERATED BY THE EXISTING BENTLEY LINKAGES.
THE CONVERSION ON THE LEFT USED THE NORMAL CENTRIFUGAL ADVANCE THAT WAS STANDARD FOR THE LUCAS DISTRIBUTOR FITTED.
ABOVE RIGHT ARE A PAIR OF COMPLETELY NEW SUBSTITUTES FOR THE ML MAGNETOS FOR BOTH THE 3 AND 4.5 LITRE ENGINES. THESE CAME FROM A RUNNING CAR AND I HAVE SEEN OTHERS LIKE THEM SO THESE WERE PROBABLY MADE AS PART OF A SMALL BATCH. THERE IS NO FINESSE IN THEM BUT THEY HAVE LUCAS DISTRIBUTORS FITTED THAT ORIGINALLY CAME FROM A POSTWAR HUMBER CAR WHICH HAVE A MANUAL ADVANCE AND RETARD INCORPORATED THAT WAS RATHER CLEVERLY ADAPTED TO BE OPERATED BY THE EXISTING BENTLEY LINKAGES.
THE CONVERSION ON THE LEFT USED THE NORMAL CENTRIFUGAL ADVANCE THAT WAS STANDARD FOR THE LUCAS DISTRIBUTOR FITTED.
FINDING THE BUILDING BLOCKS FOR THE BENTLEY TYPE OF THE MLCG4.
WHAT I INTEND TO DO IS TO CREATE A KIT OF PARTS FOR A PAIR OF CG4`S THAT CAN BE SENT TO A RESTORER TO BE REBUILT. ALSO TO BUILD UP A PAIR OF LIGHTWEIGHT COIL IGNITION UNITS THAT CAN BE USED AS SPARES TO BE CARRIED IN THE CAR OR BE FITTED IN PLACE OF THE ORIGINAL MAGS.
THE CURRENT PRICE FOR A SINGLE RESTORED MLCG4 IS AROUND 2000 GBP + VAT. THAT`S QUITE A SUBSTANTIAL SUM OF MONEY FOR AN ASPIRING BITSA BUILDER! PROBABLY THE BEST, CHEAPEST AND MOST SATISFYING WAY TO OBTAIN THE TWO MAGS REQUIRED, IS TO FIND ALL OF THE PARTS NEEDED AND SEND THEM TO THE SORCERER OF YOUR CHOICE TO BE BUILT INTO COMPLETE RUNNING UNITS. EVEN BETTER, BUILD THEM UP YOURSELF, INTO UNITS MODIFIED TO USE COIL IGNITION, THAT`S A HECK OF A LOT CHEAPER AND ARGUABLY MORE RELIABLE THAN BUYING A READY TO GO UNIT!
START YOUR SEARCH ON PREWARCAR.COM OR THE BEAULIEU AUTOJUMBLE WHEN THAT STARTS AGAIN. THAT`S WHERE I ACCUMULATED MY COLLECTION OF PARTS.
START YOUR SEARCH ON PREWARCAR.COM OR THE BEAULIEU AUTOJUMBLE WHEN THAT STARTS AGAIN. THAT`S WHERE I ACCUMULATED MY COLLECTION OF PARTS.
|

|
|
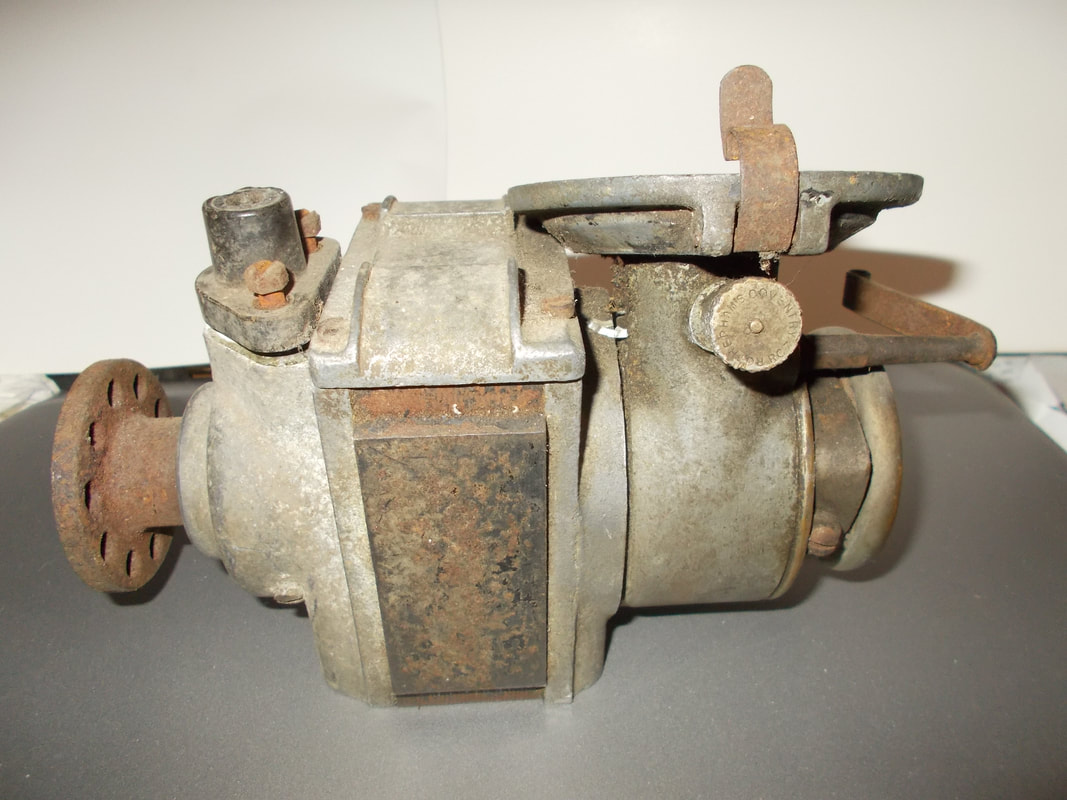
ABOVE. THE USUAL CONDITION THAT THESE MAGS CAN BE FOUND IN. IF YOU CAN FIND THEM WITH THE SPIGOT FLANGE ON THEM, ALL THE BETTER.AS NEW BENTLEY ONES WILL COST 225 GBP. IT`S IMPORTANT THAT YOU BUY THEM WITH THE DISTRIBUTOR BASE IN BRONZE AS THE ONES DIE CAST IN MAZAK AS SHOWN ABOVE ARE NORMALLY SEIZED UP IN THE BORE AND WILL BREAK UNLESS THE GREATEST CARE IS TAKEN WHEN DISMANTLING. DON`T ASK ME HOW I KNOW! IF YOU BREAK IT, A NEW BRONZE ONE WILL ROB YOUR WALLET OF 196 GBP!
MOST OF THE CG4`S THAT CAN BE FOUND WERE STANDARD EQUIPMENT FOR THE AUSTIN 12 CARS OR FOR SOME VINTAGE VAUXHALLS AND CAN HAVE THE DISTRIBUTOR BASE IN THE VERTICAL, NOT SLANTED AS IN THE CG4`S USED ON BENTLEYS. YOU CAN RE DRILL THE MOUNTING HOLES TO GIVE THE SLANT BUT WHY BOTHER?
IF YOU FIND MAGS WITH GOOD CAPS, THAT`S A BONUS BUT LOOK CAREFULLY AT THE INSERTS IN THE INSIDE OF THEM AS THESE CAN BECOME RATHER SPARK ERODED AND THUS UNUSABLE AS THE GAP BETWEEN THEM AND THE ROTOR WILL BE TOO WIDE. DON`T WORRY, I WILL EVENTUALLY GET ROUND TO TELLING YOU HOW TO FIND MODERN CAPS AND ROTORS THAT WILL FIT AND AT A MINI PRICE! NEW ORIGINAL CAPS COST 185 GBP!
MOST OF THE CG4`S THAT CAN BE FOUND WERE STANDARD EQUIPMENT FOR THE AUSTIN 12 CARS OR FOR SOME VINTAGE VAUXHALLS AND CAN HAVE THE DISTRIBUTOR BASE IN THE VERTICAL, NOT SLANTED AS IN THE CG4`S USED ON BENTLEYS. YOU CAN RE DRILL THE MOUNTING HOLES TO GIVE THE SLANT BUT WHY BOTHER?
IF YOU FIND MAGS WITH GOOD CAPS, THAT`S A BONUS BUT LOOK CAREFULLY AT THE INSERTS IN THE INSIDE OF THEM AS THESE CAN BECOME RATHER SPARK ERODED AND THUS UNUSABLE AS THE GAP BETWEEN THEM AND THE ROTOR WILL BE TOO WIDE. DON`T WORRY, I WILL EVENTUALLY GET ROUND TO TELLING YOU HOW TO FIND MODERN CAPS AND ROTORS THAT WILL FIT AND AT A MINI PRICE! NEW ORIGINAL CAPS COST 185 GBP!
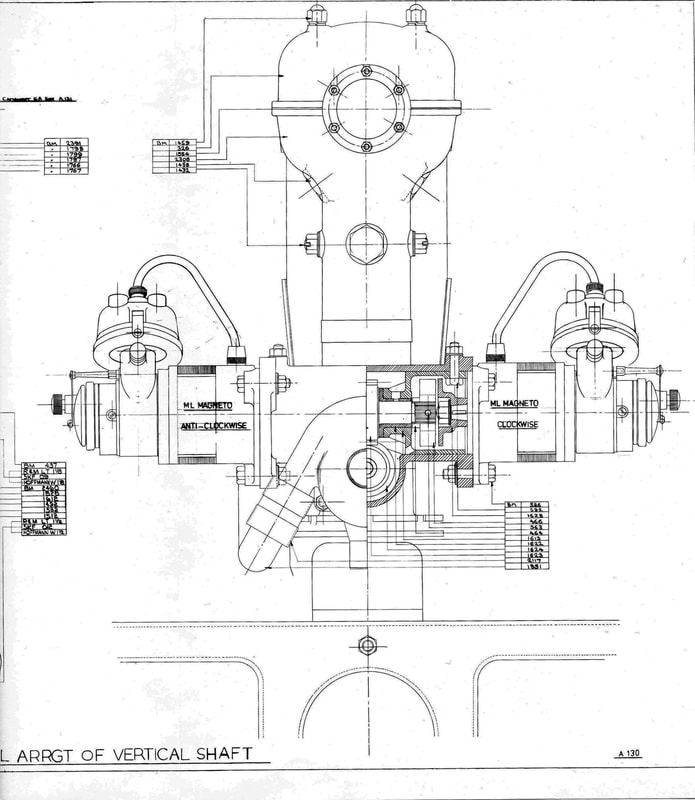
ABOVE IS A EXTRACT FROM THE ORIGINAL EARLY 3 LITRE BENTLEY LAYOUT DRAWING A130. THIS IS WHY YOU SHOULD BUY THE MANUAL "THE TECHNICAL FACTS OF THE VINTAGE BENTLEY" FROM THE BENTLEY DRIVERS CLUB, AS THIS ORIGINAL DRAWING AND MANY MORE, ARE CONTAINED IN IT. NOW YOU CAN EASILY SEE THAT THE DISTRIBUTOR GEARBOXES ARE LEFT AND RIGHT HANDED AND READ OFF THE DIRECTION OF ROTATION OF THE MAGS. THESE ARE ALWAYS QUOTED AS LOOKING AT THE DRIVEN END OF THE MAGNETO.
IMPORTANT INFORMATION! WHEN I MENTION WHICH SIDE OF THE ENGINE ie. LEFT OR RIGHT HAND SIDE. THIS IS AS VIEWED FROM THE REAR OF THE ENGINE FOLLOWING THE CONVENTION OF "NEARSIDE" BEING THE LEFT HAND SIDE OF THE VEHICLE AND "OFFSIDE" BEING THE RIGHT HAND SIDE WHEN SITTING IN THE DRIVER`S SEAT.

|

|
|
ABOVE LEFT, SHOWS WHAT HAPPENS, MOST OF THE MAGS YOU WILL FIND WILL HAVE THE SAME HAND THESE MAGS ARE BOTH LEFT HAND SIDE FOR THE BENTLEY AND AS THE GEARBOXES ARE HANDED ONE WILL HAVE TO BE REPLACED FOR THE OPPOSITE HAND. IT`S POSSIBLE TO MODIFY THE GEARBOX TO THE OPPOSITE HAND BUT THIS IS A HORRIBLE BODGE THAT SHOULD NOT BE PERPETRATED!
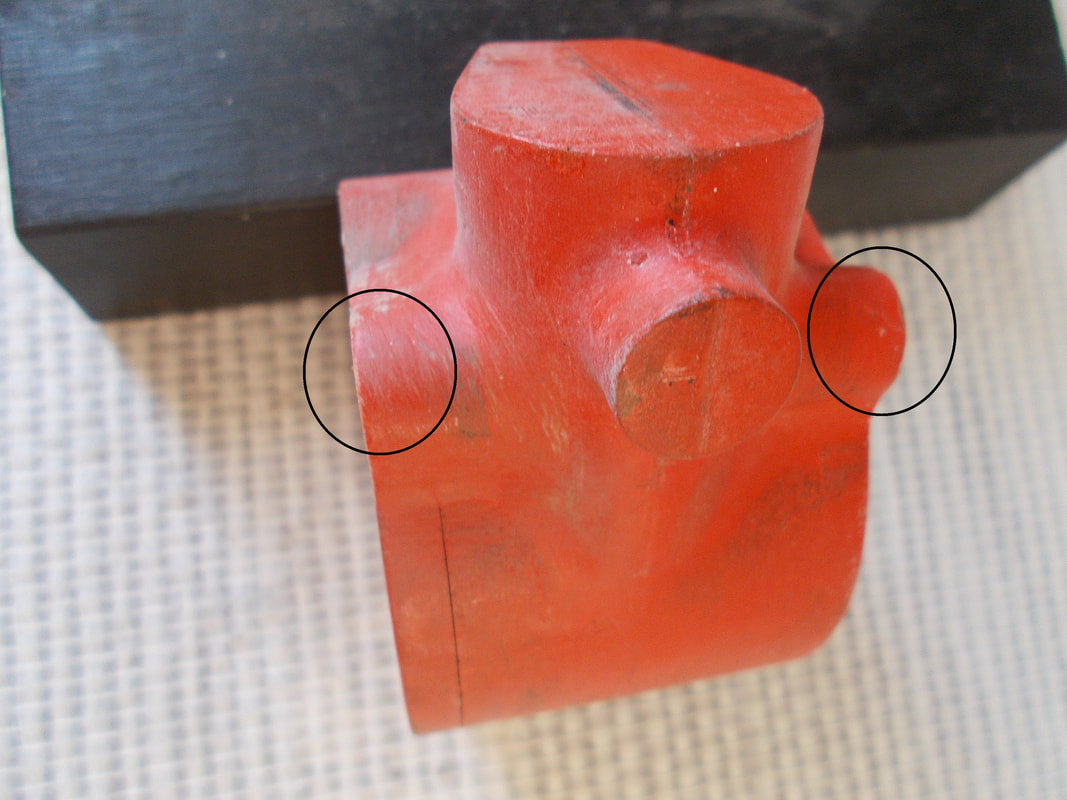
THIS IS WHAT I DID OVER 30 YEARS AGO. I HAD A PATTERN MADE AND SOME CASTINGS MADE FROM IT. THE RIGHT HAND PHOTO SHOWS THAT THIS PATTERN WILL SUFFICE FOR BOTH HANDS AS IT HAS THE RAISED PORTION OF THE CASTING INTENDED FOR THE CAP RETAINING SPRING PILLAR ON BOTH SIDES OF THE PATTERN.
THIS IS WHAT I DID OVER 30 YEARS AGO. I HAD A PATTERN MADE AND SOME CASTINGS MADE FROM IT. THE RIGHT HAND PHOTO SHOWS THAT THIS PATTERN WILL SUFFICE FOR BOTH HANDS AS IT HAS THE RAISED PORTION OF THE CASTING INTENDED FOR THE CAP RETAINING SPRING PILLAR ON BOTH SIDES OF THE PATTERN.

|

|

|
ABOVE, LEFT & CENTRE, AN ORIGINAL DISTRIBUTOR BASE TOGETHER WITH AN UNMACHINED CASTING. IF YOU ARE LACKING A BASE AND HAVE THE MACHINING FACILITIES AVAILABLE, THEN A CASTING IS THE WAY TO GO IF YOU CAN FIND A SPECIALIST THAT WILL SELL YOU ONE! OTHERWISE, MAKING A PATTERN TO HAVE THEM CAST IS A SIMPLE TASK. THIS ITEM IS NOT HANDED IF YOU MACHINE TWO SOCKETS FOR THE CAP LOCATING PEG EITHER SIDE OF THE BASE.
ANOTHER POSSIBILITY, IF REDUCING THE WEIGHT OF THE MAG IS PROPOSED, IS TO HAVE THE BASE CAST IN ALUMINIUM, OR EVEN MACHINE IT FROM THE SOLID. HOWEVER THIS WOULD TAKE QUITE A FEW HOURS TO ACHIEVE A REASONABLE APPEARANCE DUE TO THE POSITION OF THE CLIP LUGS ON THE UNDERSIDE!
AN ITEM THAT IS HANDED IS THE DISTRIBUTOR POINTS ASSEMBLY AS SEEN IN THE RIGHT HAND IMAGE.
TO IDENTIFY WHICH ASSEMBLY IS USED FOR THE LEFT OR RIGHT HAND SIDE MAGNETO IS DETERMINED BY THE POSITION OF THE CAM FOLLOWER END OF THE PIVOTING ARM WHICH SHOULD TRAIL THE PIVOT UNDER NORMAL OPERATION.
THEREFORE THE ASSEMBLY SHOWN AT THE LEFT HAND SIDE OF THIS IMAGE MUST ROTATE CLOCKWISE VIEWED AT THE POINTS END AND ANTICLOCKWISE VIEWED AT THE DRIVEN END OF THE MAG. THIS IS FOR THE RIGHT HAND SIDE MAG AND IS THE RARE ONE! AS MOST OF THE CG4`S THAT YOU WILL FIND WILL BE FOR THE LEFT HAND SIDE OF THE ENGINE!
THE ASSEMBLY ON THE RIGHT HAND SIDE OF THIS IMAGE WILL ROTATE ANTICLOCKWISE VIEWED FROM THE POINTS END AND CLOCKWISE VIEWED FROM THE DRIVEN END OF THE MAG. THIS IS FOR THE LEFT HAND SIDE OF THE ENGINE AS SHOWN ON THE ABOVE LAYOUT A130.
THIS CAN BE DIFFICULT TO VISUALIZE SO CARE SHOULD TAKEN WHEN SELECTING THE POINTS ASSEMBLIES.
ANOTHER POSSIBILITY, IF REDUCING THE WEIGHT OF THE MAG IS PROPOSED, IS TO HAVE THE BASE CAST IN ALUMINIUM, OR EVEN MACHINE IT FROM THE SOLID. HOWEVER THIS WOULD TAKE QUITE A FEW HOURS TO ACHIEVE A REASONABLE APPEARANCE DUE TO THE POSITION OF THE CLIP LUGS ON THE UNDERSIDE!
AN ITEM THAT IS HANDED IS THE DISTRIBUTOR POINTS ASSEMBLY AS SEEN IN THE RIGHT HAND IMAGE.
TO IDENTIFY WHICH ASSEMBLY IS USED FOR THE LEFT OR RIGHT HAND SIDE MAGNETO IS DETERMINED BY THE POSITION OF THE CAM FOLLOWER END OF THE PIVOTING ARM WHICH SHOULD TRAIL THE PIVOT UNDER NORMAL OPERATION.
THEREFORE THE ASSEMBLY SHOWN AT THE LEFT HAND SIDE OF THIS IMAGE MUST ROTATE CLOCKWISE VIEWED AT THE POINTS END AND ANTICLOCKWISE VIEWED AT THE DRIVEN END OF THE MAG. THIS IS FOR THE RIGHT HAND SIDE MAG AND IS THE RARE ONE! AS MOST OF THE CG4`S THAT YOU WILL FIND WILL BE FOR THE LEFT HAND SIDE OF THE ENGINE!
THE ASSEMBLY ON THE RIGHT HAND SIDE OF THIS IMAGE WILL ROTATE ANTICLOCKWISE VIEWED FROM THE POINTS END AND CLOCKWISE VIEWED FROM THE DRIVEN END OF THE MAG. THIS IS FOR THE LEFT HAND SIDE OF THE ENGINE AS SHOWN ON THE ABOVE LAYOUT A130.
THIS CAN BE DIFFICULT TO VISUALIZE SO CARE SHOULD TAKEN WHEN SELECTING THE POINTS ASSEMBLIES.
DISMANTLING THE MLCG4
IN PREPARATION
AN ALTERNATIVE FOR THE MLCG4 DISTRIBUTOR CAP AND ROTOR

ABOVE MORE WISE WORDS FROM THE TECHNICAL FACTS, FOURTH EDITION 1984 PAGE 8Z.
RECENTLY THERE WAS AN ADMIRABLE ARTICLE IN THE DECEMBER 2020 BDC REVIEW PAGE 48 WHERE DAVID MORRISON EXPLAINED HOW HE CONVERTED SOME MODERN DISTRIBUTOR CAPS AND ROTORS TO FIT ON THE CG4 DISTRIBUTOR BASES.
RECENTLY THERE WAS AN ADMIRABLE ARTICLE IN THE DECEMBER 2020 BDC REVIEW PAGE 48 WHERE DAVID MORRISON EXPLAINED HOW HE CONVERTED SOME MODERN DISTRIBUTOR CAPS AND ROTORS TO FIT ON THE CG4 DISTRIBUTOR BASES.
|
|

|
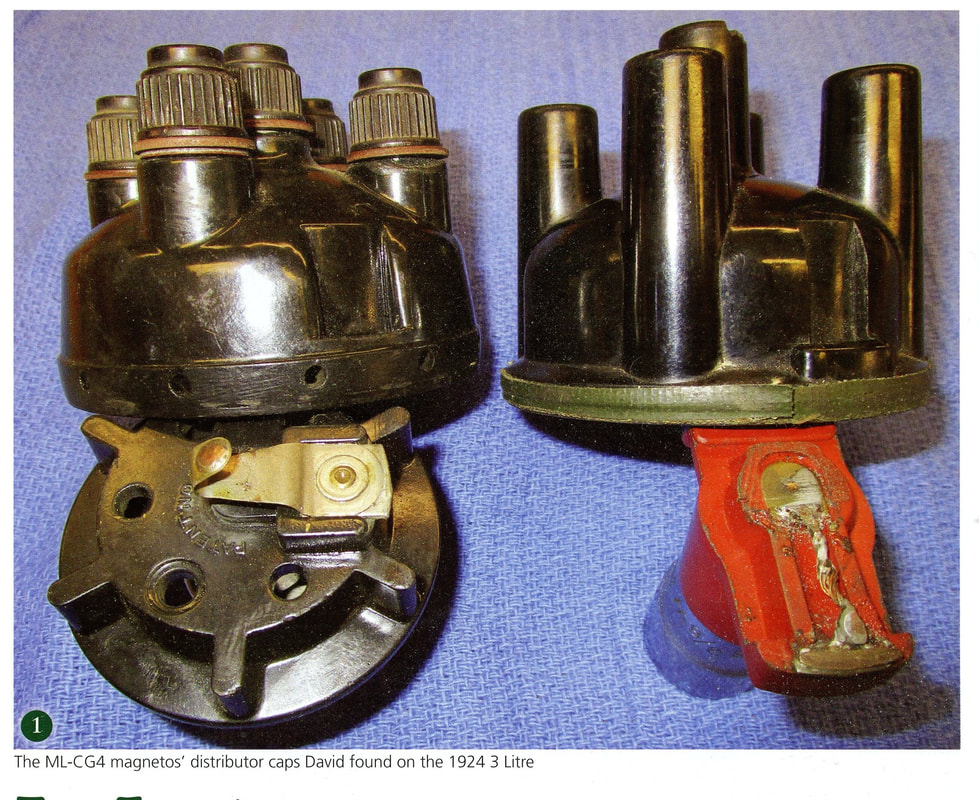
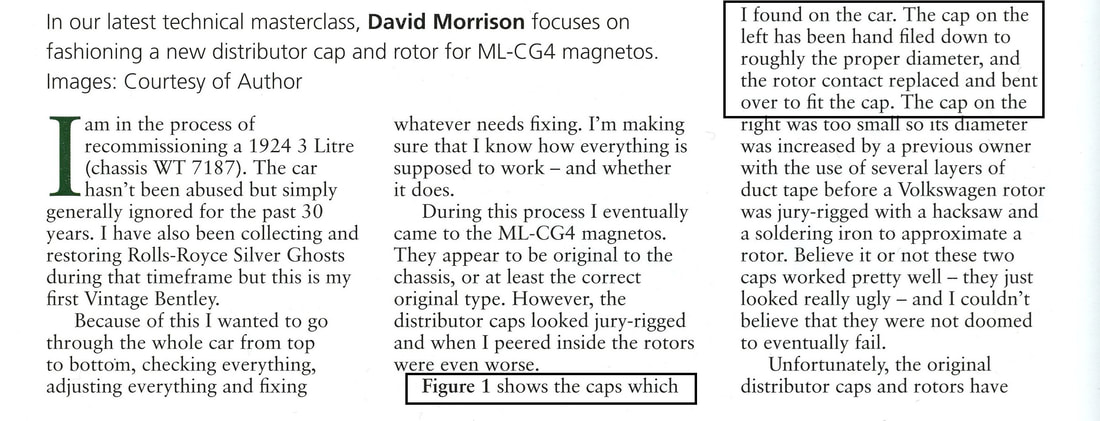
ABOVE LEFT THE ORIGINAL CAPS ON HIS CG4`S AND HE EXPLAINS IN THE TEXT THAT THE CAP ON THE LEFT HAS BEEN FILED TO FIT THE BASE AND THAT THE ROTOR UNDER IT HAS HAD THE CONTACT REPLACED AND BENT TO FIT THE CAP. THE REALITY IS THAT THESE ARE STANDARD ITEMS AS FITTED TO THE CG4`S THAT ARE AS SHOWN IN THE RIGHT HAND IMAGE. I ONLY MENTION THIS TO MAKE SURE THAT WRONG INFORMATION IS NOT PERPETRATED AS DOGMA.
IN THE ARTICLE HE MACHINES THE REGISTER OF THE MODERN CAPS TO SHORTEN THEM SO THAT THE EXISTING SPRING CLIPS CAN STILL CARRY OUT THEIR FUNCTION. THEN ALSO SHORTENS THE LENGTH OF THE SOCKETS THAT THE HT LEADS ARE PLUGGED IN, FOR THE SAKE OF KEEPING THE APPEARANCE OF ORIGINALITY.
IN THE ARTICLE HE MACHINES THE REGISTER OF THE MODERN CAPS TO SHORTEN THEM SO THAT THE EXISTING SPRING CLIPS CAN STILL CARRY OUT THEIR FUNCTION. THEN ALSO SHORTENS THE LENGTH OF THE SOCKETS THAT THE HT LEADS ARE PLUGGED IN, FOR THE SAKE OF KEEPING THE APPEARANCE OF ORIGINALITY.
|

|
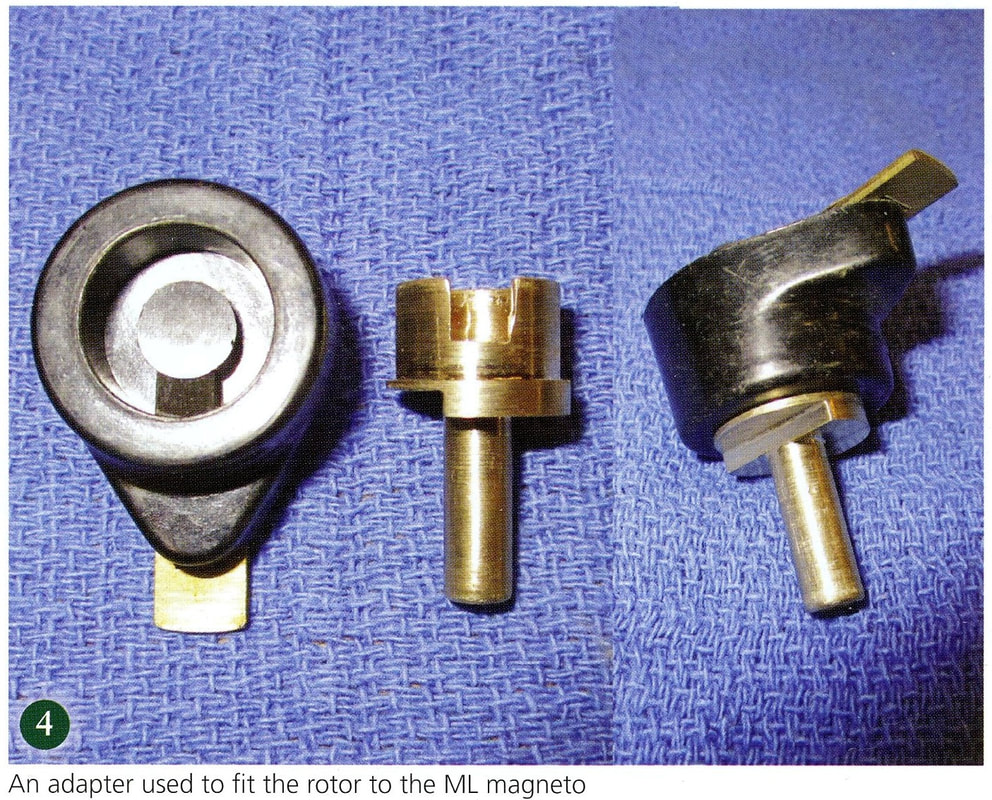
ABOVE LEFT, AN IMAGE FROM THE ARTICLE SHOWING BEFORE AND AFTER MACHINING THE CAP. THERE IS ANOTHER SOLUTION FOR THOSE THAT WISH TO FIT THESE MODERN CAPS BUT HAVE NO MACHINING FACILITIES AND IN THE RIGHT HAND IMAGE I`VE SHOWN THE NEW UNMACHINED CAP TOGETHER WITH THE LATER MLCG4 CAP. THERE ISN`T A GREAT DEAL OF DIFFERENCE BETWEEN THEM IN HEIGHT.
WHEN ALTERING A DESIGN I ALWAYS LOOK AT WHY THE NEW DESIGN DIFFERS FROM THE EARLIER ONE? IN THE CASE OF THESE CAPS THE EXTRA HEIGHT OF THE HT SOCKETS OF THE NEW CAPS IS TO PREVENT TRACKING OF THE SPARK ACROSS THE TOP OF THE CAP AND THE RUBBER SHEATH TO HELP THIS AND PREVENT INGRESS OF WATER AND DUST IN ORDER TO PREVENT CORROSION.BETWEEN THE CAP CONTACT AND THE HT LEAD.
I ALWAYS REMEMBER A PROBLEM THAT I HAD WITH MISFIRING ON A VINTAGE AUSTIN SEVEN THAT I ONCE OWNED.. WHEN I OPENED THE BONNET IN THE DARK, I SAW THAT THE SPARK WAS TRAVELLING FROM THE CAP TERMINAL, ACROSS THE CAP AND ALONG THE IGNITION LEADS, THUS CAUSING THE MISFIRE.
THESE NEW VAUXHALL VIVA CAPS JUST NEED VERY CAREFUL FILING TO REMOVE THE FEW THOUSANDS OF AN INCH FROM THE REGISTER DIAMETER TO ENABLE THEM TO FIT DIRECTLY INTO THE CG4 BASE.
THE INCREASED LENGTH CLIPS CAN BE MADE BY REWORKING CLIPS FROM A LUCAS DISTRIBUTOR BUT MORE INFO ABOUT THIS LATER.
WHEN ALTERING A DESIGN I ALWAYS LOOK AT WHY THE NEW DESIGN DIFFERS FROM THE EARLIER ONE? IN THE CASE OF THESE CAPS THE EXTRA HEIGHT OF THE HT SOCKETS OF THE NEW CAPS IS TO PREVENT TRACKING OF THE SPARK ACROSS THE TOP OF THE CAP AND THE RUBBER SHEATH TO HELP THIS AND PREVENT INGRESS OF WATER AND DUST IN ORDER TO PREVENT CORROSION.BETWEEN THE CAP CONTACT AND THE HT LEAD.
I ALWAYS REMEMBER A PROBLEM THAT I HAD WITH MISFIRING ON A VINTAGE AUSTIN SEVEN THAT I ONCE OWNED.. WHEN I OPENED THE BONNET IN THE DARK, I SAW THAT THE SPARK WAS TRAVELLING FROM THE CAP TERMINAL, ACROSS THE CAP AND ALONG THE IGNITION LEADS, THUS CAUSING THE MISFIRE.
THESE NEW VAUXHALL VIVA CAPS JUST NEED VERY CAREFUL FILING TO REMOVE THE FEW THOUSANDS OF AN INCH FROM THE REGISTER DIAMETER TO ENABLE THEM TO FIT DIRECTLY INTO THE CG4 BASE.
THE INCREASED LENGTH CLIPS CAN BE MADE BY REWORKING CLIPS FROM A LUCAS DISTRIBUTOR BUT MORE INFO ABOUT THIS LATER.
|
|
SOMETHING TO BE CLEAR ABOUT IS THE QUALITY OF THE NEW CAPS AND ROTORS. THE ORIGINAL DELCO REMY PARTS WERE RE MANUFACTURED BY OTHER COMPANIES AT A CHEAPER PRICE, AS IS USUAL IN THE MOTOR TRADE!
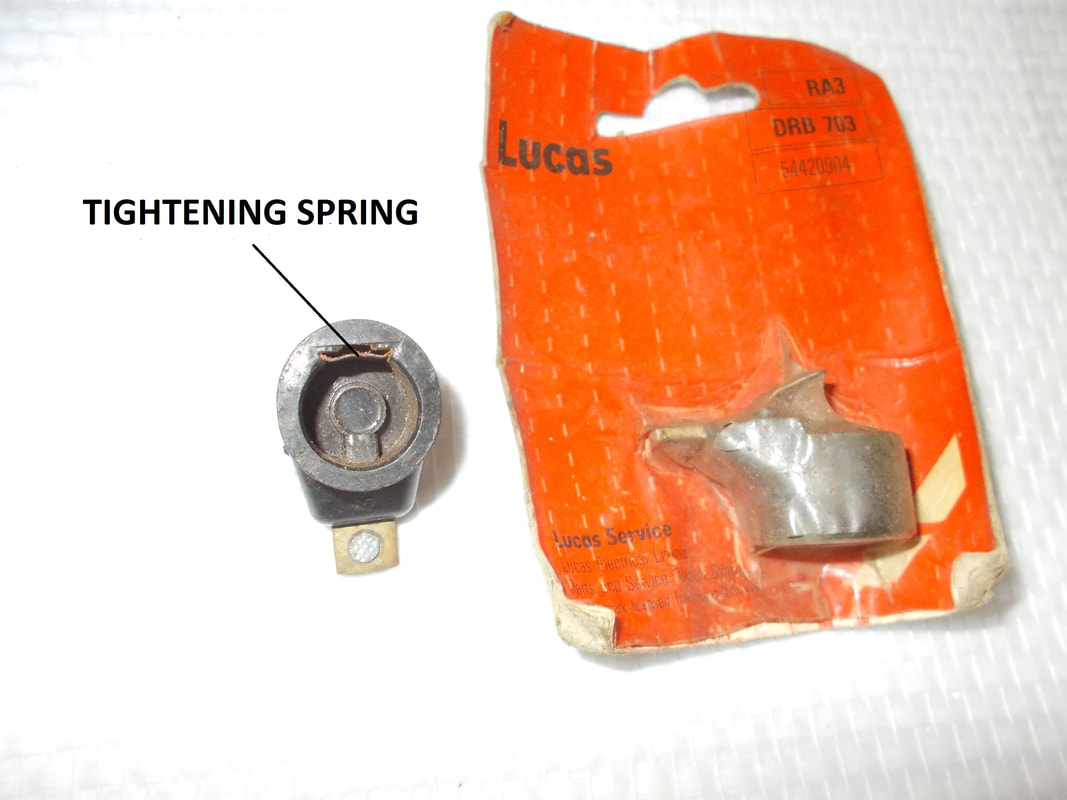
ABOVE, ON THE LEFT SIDE OF THE LEFT IMAGE THAT SHOWS THE PARTS THAT DAVID USED, YOU CAN SEE THE UNDERSIDE OF THE NEW ROTOR. NOW LOOK AT THE RIGHT HAND SIDE IMAGE. THE LUCAS ROTOR PART No.54420904 (DRB703) HAS A TIGHTENING SPRING THAT ENSURES THAT THE ROTOR IS KEPT IN THE CORRECT POSITION DURING HIGH SPEED ROTATION. THE MATCHING LUCAS CAP HAS THE PART No. DDB703.
I WILL USE THESE ORIGINAL LUCAS PARTS IF THEY CAN STILL BE FOUND.
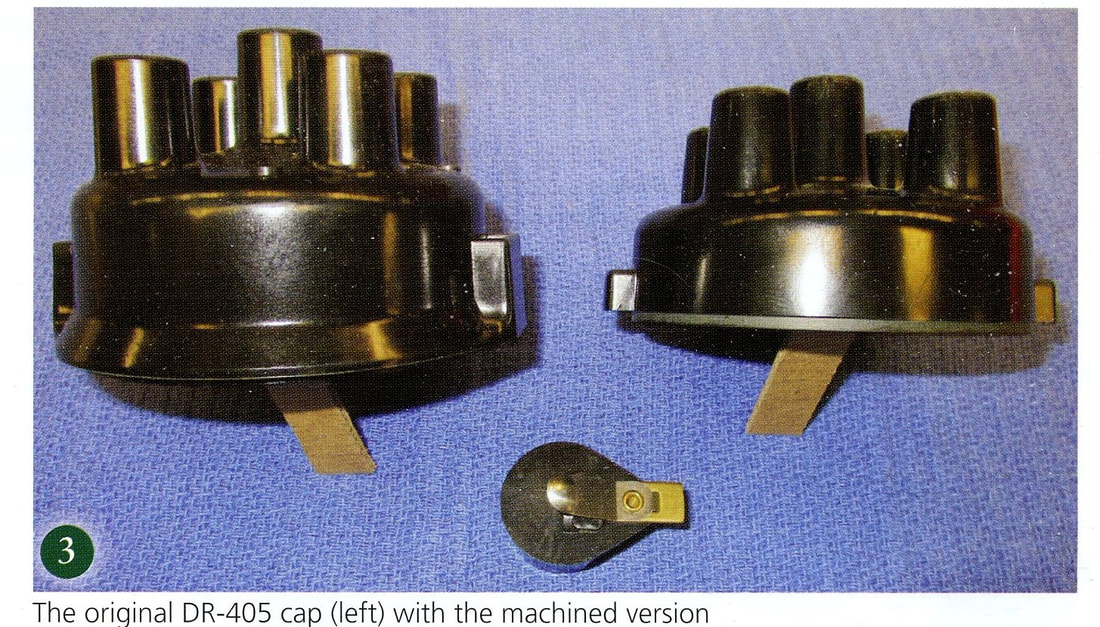
REGARDING THE ADAPTERS FOR MOUNTING THE NEW ROTORS. I WILL LOOK INTO THIS DURING THE BUILD OF THE MAGS AND PUBLISH A DRAWING FOR THEM IN DUE COURSE
ABOVE, ON THE LEFT SIDE OF THE LEFT IMAGE THAT SHOWS THE PARTS THAT DAVID USED, YOU CAN SEE THE UNDERSIDE OF THE NEW ROTOR. NOW LOOK AT THE RIGHT HAND SIDE IMAGE. THE LUCAS ROTOR PART No.54420904 (DRB703) HAS A TIGHTENING SPRING THAT ENSURES THAT THE ROTOR IS KEPT IN THE CORRECT POSITION DURING HIGH SPEED ROTATION. THE MATCHING LUCAS CAP HAS THE PART No. DDB703.
I WILL USE THESE ORIGINAL LUCAS PARTS IF THEY CAN STILL BE FOUND.
REGARDING THE ADAPTERS FOR MOUNTING THE NEW ROTORS. I WILL LOOK INTO THIS DURING THE BUILD OF THE MAGS AND PUBLISH A DRAWING FOR THEM IN DUE COURSE
MEASURING THE DISTRIBUTER CAPS AND BASES TO ESTABLISH FITTING DIMENSIONS

|

|

|
WITH MY BACKGROUND OF BEING APPRENTICED AS A TOOLMAKER, I HAVE THE SKILLS TO USE ACCURATE MEASURING TOOLS SUCH AS THE THREE SETS SHOWN IN THE IMAGES ABOVE.YOU HAVE TO LEARN THESE SKILLS IN ORDER TO GET ACCURATE RESULTS WITH THESE SUPER ACCURATE GAUGES..
IN THE LEFT HAND IMAGE A SET OF SLIP GAUGES, THESE ARE INCREDIBLE HARDENED STEEL BLOCKS THAT HAVE TOLERANCES MEASURED IN MILLIONTHS OF AN INCH. DUE TO THE HIGHLY POLISHED LAPPED SURFACE FINISH ON THE MEASURING FACES, THEY WILL STICK TOGETHER DUE TO EXTERNAL AIR PRESSURE ACTING ON THEM.
THE CENTRE IMAGE IS OF A SET OF EXTREMELY ACCURATE TAPERED LENGTHS OF HARDENED AND GROUND STEEL THAT CAN BE USED TO ACCURATELY MEASURE SMALL INTERNAL DIAMETERS OF UP TO ONE INCH.
THE RIGHT HAND IMAGE IS OF A BOXED SET OF MARKING OUT TOOLS TO BE USED IN CONJUNCTION WITH SLIP GAUGES.
THESE THREE SETS WERE MANUFACTURED BY THE COMPANY THAT I SERVED MY APPRENTICESHIP WITH, THE "COVENTRY GAUGE AND TOOL CO.".OR "MATRIX" GIVING THEIR TRADE MARK. THEY WERE BOUGHT QUITE CHEAPLY ON LINE BUT WHEN NEW COST A FORTUNE.WHAT HAS HAPPENED IS THAT ELECTRONIC MEASURING DEVICES ARE NOW WIDESPREADLY USED IN INDUSTRY, THUS MAKING THESE OLDER PRECISION SETS REDUNDANT.
HOWEVER MOST OF THESE SETS, UNLESS BADLY WORN, ARE STILL ACCURATE ENOUGH FOR THE PROFFESIONAL AND AMATEUR ENGINEER TO ACHIEVE GOOD ACCURATE RESULTS FOR THE JOB IN HAND.
IN THE LEFT HAND IMAGE A SET OF SLIP GAUGES, THESE ARE INCREDIBLE HARDENED STEEL BLOCKS THAT HAVE TOLERANCES MEASURED IN MILLIONTHS OF AN INCH. DUE TO THE HIGHLY POLISHED LAPPED SURFACE FINISH ON THE MEASURING FACES, THEY WILL STICK TOGETHER DUE TO EXTERNAL AIR PRESSURE ACTING ON THEM.
THE CENTRE IMAGE IS OF A SET OF EXTREMELY ACCURATE TAPERED LENGTHS OF HARDENED AND GROUND STEEL THAT CAN BE USED TO ACCURATELY MEASURE SMALL INTERNAL DIAMETERS OF UP TO ONE INCH.
THE RIGHT HAND IMAGE IS OF A BOXED SET OF MARKING OUT TOOLS TO BE USED IN CONJUNCTION WITH SLIP GAUGES.
THESE THREE SETS WERE MANUFACTURED BY THE COMPANY THAT I SERVED MY APPRENTICESHIP WITH, THE "COVENTRY GAUGE AND TOOL CO.".OR "MATRIX" GIVING THEIR TRADE MARK. THEY WERE BOUGHT QUITE CHEAPLY ON LINE BUT WHEN NEW COST A FORTUNE.WHAT HAS HAPPENED IS THAT ELECTRONIC MEASURING DEVICES ARE NOW WIDESPREADLY USED IN INDUSTRY, THUS MAKING THESE OLDER PRECISION SETS REDUNDANT.
HOWEVER MOST OF THESE SETS, UNLESS BADLY WORN, ARE STILL ACCURATE ENOUGH FOR THE PROFFESIONAL AND AMATEUR ENGINEER TO ACHIEVE GOOD ACCURATE RESULTS FOR THE JOB IN HAND.

|

|

|
WHEN USING THESE GAUGES YOU REALLY NEED THREE HANDS! SO TO GRIP THE CAP AND LEAVE BOTH HANDS FREE, IN THIS CASE, I MACHINED UP A LENGTH OF NYLON ROD TO BE A LIGHT PUSH FIT IN THE TOP IGNITION LEAD SOCKET. AFTER USING THE TAPERED GAUGE TO ACCURATELY MEASURE THE BORE. THIS WAS BECAUSE TO GRIP IT IN A VICE COULD DISTORT THE CAP.
IN THE CENTRE IMAGE, THE INTERNAL DIAMETER OF THE FOUR CONTACTS WAS BEING MEASURED. I USED THIS METHOD BECAUSE NORMAL ELECTRONIC CALIPERS DO NOT HAVE JAWS LONG ENOUGH TO REACH INSIDE. YOU CAN SEE THAT A CLAMP FROM THE MARKING OUT SET WAS BEING USED TO CLAMP THE TWO RADIUSED ENDS AND BETWEEN THEM THE REQUIRED SLIP GAUGES. THIS IS A FIDDLY JOB AND TO DO IT FASTER ONCE A NEAR VALUE IS REACHED, THE DIAL INDICATOR TIP IS PLACED AGAINST THE END OF THE CLAMP TO READ HOW MUCH NEEDS TO BE ADDED TO THE SLIP GAUGE TOTAL SIMPLY BY MOVING THE CLAMP BACKWARDS AND FORWARDS BETWEEN THE CONTACTS THE NECESSARY ADDITIONAL DIMENSION REQUIRED CAN BE READ OFF.
THE ACCURACY OF THE MEASUREMENT DEPENDS ENTIRELY ON GETTING THE CORRECT FEEL OF THE ACTUAL CONTACT OF THE GAUGE ENDS WITH THE CONTACTS. THIS IS ACHIEVED BY PRACTICE AND FOR THOSE THAT THINK BY USING THOSE ELECTRONIC CALIPERS AN ACCURATE MEASUREMENT CAN BE MADE, THINK AGAIN, YOU CAN ACTUALLY CHANGE THE READOUT BY PUTTING PRESSURE ON THE CALIPERS. THESE ARE OK FOR QUICK READINGS BUT I NEVER USE THEM FOR PRECISION WORK.
IN THE CENTRE IMAGE, THE INTERNAL DIAMETER OF THE FOUR CONTACTS WAS BEING MEASURED. I USED THIS METHOD BECAUSE NORMAL ELECTRONIC CALIPERS DO NOT HAVE JAWS LONG ENOUGH TO REACH INSIDE. YOU CAN SEE THAT A CLAMP FROM THE MARKING OUT SET WAS BEING USED TO CLAMP THE TWO RADIUSED ENDS AND BETWEEN THEM THE REQUIRED SLIP GAUGES. THIS IS A FIDDLY JOB AND TO DO IT FASTER ONCE A NEAR VALUE IS REACHED, THE DIAL INDICATOR TIP IS PLACED AGAINST THE END OF THE CLAMP TO READ HOW MUCH NEEDS TO BE ADDED TO THE SLIP GAUGE TOTAL SIMPLY BY MOVING THE CLAMP BACKWARDS AND FORWARDS BETWEEN THE CONTACTS THE NECESSARY ADDITIONAL DIMENSION REQUIRED CAN BE READ OFF.
THE ACCURACY OF THE MEASUREMENT DEPENDS ENTIRELY ON GETTING THE CORRECT FEEL OF THE ACTUAL CONTACT OF THE GAUGE ENDS WITH THE CONTACTS. THIS IS ACHIEVED BY PRACTICE AND FOR THOSE THAT THINK BY USING THOSE ELECTRONIC CALIPERS AN ACCURATE MEASUREMENT CAN BE MADE, THINK AGAIN, YOU CAN ACTUALLY CHANGE THE READOUT BY PUTTING PRESSURE ON THE CALIPERS. THESE ARE OK FOR QUICK READINGS BUT I NEVER USE THEM FOR PRECISION WORK.

|

|
ABOVE LEFT, YOU CAN SEE THE MICROMETERS THAT I USE AS A BACK UP AS SOMETIMES WHEN ADDING UP THE VALUES OF THE SLIP GAUGES MISTAKES CAN BE MADE! IN THE RIGHT HAND IMAGE YOU CAN SEE THAT I`M USING THE SAME SYSTEM TO MEASURE THE INSIDE DIAMETER OF THE BASE.
SO WHAT WERE THE RESULTS? THE INTERNAL DIAMETER OF THE CONTACTS IS 1.970" , THIS WILL BE USED LATER WHEN I MEASURE THE TIP RADIUS OF THE ROTOR TO DETERMINE THE AIR GAP BETWEEN THE ROTOR AND THE CONTACTS.
THE OUTSIDE DIAMETER OF THE CAP REGISTER IS 2.954" (JUST OVER 75 mm) MEASURED BY MICROMETER..
THE INSIDE DIAMETER OF THE BASE IS 2.944".
THEREFORE THE CAP REGISTER DIA IS 0.010 LARGER THAN THE BASE.
THIS IS ABOUT THE THICNESS OF A HUMAN HAIR AND CAN EASILY BE CAREFULLY FILED OFF BY HAND BUT REMOVE ANOTHER 0.003" TO ELIMINATE PROBLEMS WITH THE DIFFERENT EXPANSION OF THE BASE AND THE CAP.
YOU SHOULD NOTE THAT THE EARLIER BRONZE AND MAZAK BASES ARE MACHINED LARGER ON THE INTERNAL DIAMETER ( AROUND 3.OOO" DIA) OF WHERE THE CAP FITS SO THAT THE CAPS WERE NOT LOCATED BY THIS DIAMETER BUT BY THE TWO HOLES DRILLED IN THE BASE THAT THE TWO PEGS ON THE BOTTOM OF THE CAP FITTED IN.
THIS MEANS IF YOU FIT A LATER CAP TO AN EARLY BASE THERE WILL BE A LOT OF SLOP AS ALL THE ORIGINAL CAPS ARE THE SAME DIAMETER (SUBJECT TO MANUFACTURING TOLERANCES.
SO WHAT WERE THE RESULTS? THE INTERNAL DIAMETER OF THE CONTACTS IS 1.970" , THIS WILL BE USED LATER WHEN I MEASURE THE TIP RADIUS OF THE ROTOR TO DETERMINE THE AIR GAP BETWEEN THE ROTOR AND THE CONTACTS.
THE OUTSIDE DIAMETER OF THE CAP REGISTER IS 2.954" (JUST OVER 75 mm) MEASURED BY MICROMETER..
THE INSIDE DIAMETER OF THE BASE IS 2.944".
THEREFORE THE CAP REGISTER DIA IS 0.010 LARGER THAN THE BASE.
THIS IS ABOUT THE THICNESS OF A HUMAN HAIR AND CAN EASILY BE CAREFULLY FILED OFF BY HAND BUT REMOVE ANOTHER 0.003" TO ELIMINATE PROBLEMS WITH THE DIFFERENT EXPANSION OF THE BASE AND THE CAP.
YOU SHOULD NOTE THAT THE EARLIER BRONZE AND MAZAK BASES ARE MACHINED LARGER ON THE INTERNAL DIAMETER ( AROUND 3.OOO" DIA) OF WHERE THE CAP FITS SO THAT THE CAPS WERE NOT LOCATED BY THIS DIAMETER BUT BY THE TWO HOLES DRILLED IN THE BASE THAT THE TWO PEGS ON THE BOTTOM OF THE CAP FITTED IN.
THIS MEANS IF YOU FIT A LATER CAP TO AN EARLY BASE THERE WILL BE A LOT OF SLOP AS ALL THE ORIGINAL CAPS ARE THE SAME DIAMETER (SUBJECT TO MANUFACTURING TOLERANCES.
IN PROGRESS
THE ULTIMATE LIGHTWEIGHT CG4 WITH COIL IGNITION
|

|

|
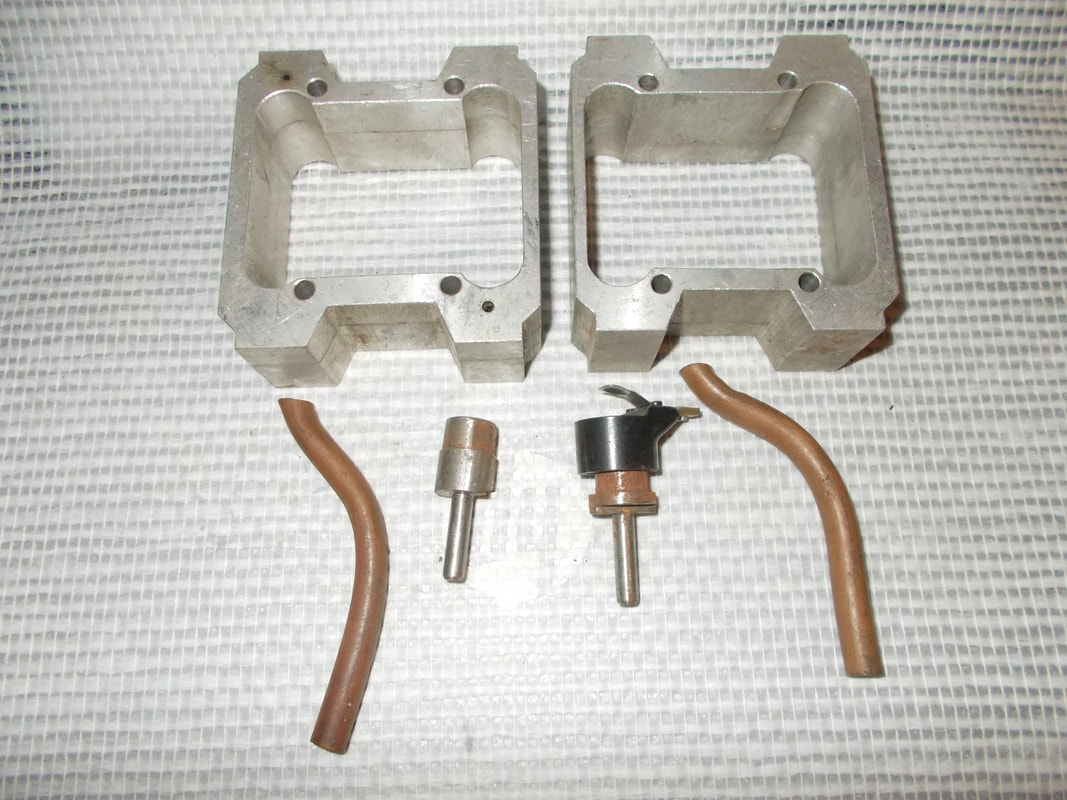
IF MODIFYING THE CG4 TO COIL IGNITION THERE ARE HEAVY PARTS THAT ARE NOT REQUIRED AS ALL THE HIGH VOLTAGE SYSTEM BECOMES REDUNDANT AND THE FUNCTION OF THE MAG IS SOLELY FOR THE DISTRIBUTION OF THE HIGH TENSION CURRENT TO THE SPARK PLUGS AS WELL AS TO MAINTAIN THE APPEARANCE OF ORIGINALITY. ABOVE LEFT, AN IMAGE OF THE TWO KITS OF PARTS THAT I PURCHASED FROM LEN WILTON OVER THIRTY YEARS AGO AND NEVER USED.
THERE ARE A PAIR OF ALUMINIUM SPACERS TO REPLACE THE HEAVY MAGNET ASSEMBLIES, TWO COPPER TUBES TO CHANNEL THE HT CABLE FROM THE COIL MOUNTED DISCRETELY BELOW THE MAG, TO THE HT TERMINAL AT THE TOP OF THE FLANGE AVOIDING CONTACT WITH THE SPINDLE,AS SHOWN IN THE CENTRE IMAGE. THIS PIPE IS INTENDED TO BE MOUNTED INSIDE THE FLANGE CASTING.
I WILL PROBABLY USE THIS IDEA FOR MY MAGS BUT THE COPPER TUBES SUPPLIED ARE TOO SMALL TO ALLOW THE HT CABLE TO BE THREADED THROUGH!
IN THE RIGHT HAND IMAGE THE CLEVER COMPACT MAGNET CONFIGURATION IS SHOWN ON TOP OF THE ALUMINIUM SPACER THAT WILL REPLACE IT.
TWO NEW SHAFTS WERE INCLUDED, THESE ARE JUST SIMPLE SHAFTS THAT THE DRIVE DOG IS MOUNTED ON THE FRONT AND THE SCREW THREAD TO HOLD THE GEAR FOR THE DISTRIBUTOR ROTOR DRIVE IN PLACE AS WELL AS THE BEARING UNITS. I`VE MISLAID THESE BUT WILL EVENTUALLY FIND THEM.OR THE EXISTING SHAFTS COULD BE USED ONCE THE COIL AND THE SLIP RING ARE REMOVED..
THERE ARE A PAIR OF ALUMINIUM SPACERS TO REPLACE THE HEAVY MAGNET ASSEMBLIES, TWO COPPER TUBES TO CHANNEL THE HT CABLE FROM THE COIL MOUNTED DISCRETELY BELOW THE MAG, TO THE HT TERMINAL AT THE TOP OF THE FLANGE AVOIDING CONTACT WITH THE SPINDLE,AS SHOWN IN THE CENTRE IMAGE. THIS PIPE IS INTENDED TO BE MOUNTED INSIDE THE FLANGE CASTING.
I WILL PROBABLY USE THIS IDEA FOR MY MAGS BUT THE COPPER TUBES SUPPLIED ARE TOO SMALL TO ALLOW THE HT CABLE TO BE THREADED THROUGH!
IN THE RIGHT HAND IMAGE THE CLEVER COMPACT MAGNET CONFIGURATION IS SHOWN ON TOP OF THE ALUMINIUM SPACER THAT WILL REPLACE IT.
TWO NEW SHAFTS WERE INCLUDED, THESE ARE JUST SIMPLE SHAFTS THAT THE DRIVE DOG IS MOUNTED ON THE FRONT AND THE SCREW THREAD TO HOLD THE GEAR FOR THE DISTRIBUTOR ROTOR DRIVE IN PLACE AS WELL AS THE BEARING UNITS. I`VE MISLAID THESE BUT WILL EVENTUALLY FIND THEM.OR THE EXISTING SHAFTS COULD BE USED ONCE THE COIL AND THE SLIP RING ARE REMOVED..
