BUILDING A 3 OR 4.5 LITRE ENGINE FROM PARTS PAGE 1
THE SOLUTIONS THAT I GIVE BELOW ARE FOR CASH STRAPPED ENTHUSIASTS THAT WANT AN ENGINE WITH AN ORIGINAL POWER OUTPUT TOGETHER WITH RELIABILITY ON A SHOESTRING!
IF A HIGH PERFORMANCE ENGINES IS WHAT YOU WANT, THEN YOU SHOULD PROBABLY LOOK ELSEWHERE.
IF A HIGH PERFORMANCE ENGINES IS WHAT YOU WANT, THEN YOU SHOULD PROBABLY LOOK ELSEWHERE.
WHAT ONE SHOULD REMEMBER IS THAT THE SLIGHTLY MODIFIED STANDARD ENGINES COULD TAKE A LOT OF PUNISHMENT AS THEY WERE RACED ROUND THE LE MANS CIRCUIT AND BROOKLANDS TO GIVE AN EXAMPLE.
THERE ARE A LOT OF USABLE STANDARD ENGINE PARTS THAT ARE REMOVED FROM STANDARD ENGINES AND REPLACED BY GO FASTER COMPONENTS IN ORDER TO INCREASE PERFORMANCE. THUS CREATING A SOURCE OF PARTS THAT NOBODY WANTS JUST HANGING AROUND TO BE SNAPPED UP FOR PEANUTS.
THERE ARE A LOT OF USABLE STANDARD ENGINE PARTS THAT ARE REMOVED FROM STANDARD ENGINES AND REPLACED BY GO FASTER COMPONENTS IN ORDER TO INCREASE PERFORMANCE. THUS CREATING A SOURCE OF PARTS THAT NOBODY WANTS JUST HANGING AROUND TO BE SNAPPED UP FOR PEANUTS.
REBUILDING A 3 OR 4 OR 4.5 LITRE BENTLEY ENGINE YOURSELF IS NOT AS EXPENSIVE OR AS DIFFICULT AS PEOPLE WOULD MAKE YOU BELIEVE! THE OTHER WAY TO BUILD YOUR ENGINE IS TO DELIVER IT INTO THE HANDS OF A RESTORER. YOU WON`T BELIEVE THIS BUT THE PILE OF RUSTY PARTS THAT YOU DELIVER TO HIM CAN BE A VALUABLE SOURCE OF SPARES AS HE CAN BORROW THE GOOD PARTS FROM THE PILE TO FIX OTHER CUSTOMER`S ENGINES AND WHEN IT COMES TO THE TURN OF YOUR ENGINE TO BE RESTORED MANY OF THE GOOD OR NEW PARTS PARTS THAT YOU SUPPLIED HAVE BEEN REPLACED BY INFERIOR ALTHOUGH USABLE PARTS. THIS COMMENT IS BASED ON PERSONAL EXPERIENCE!
THEN YOUR RESTORER CAN REFUSE TO USE PARTS THAT DO NOT COME UP TO HIS EXPECTATIONS, EXPLAINING THAT HE CANNOT GUARANTEE THE ENGINE IF YOU INSIST ON HIM USING THAT PART. THIS GUN TO THE HEAD ATTITUDE IS UNDERSTANDABLE WHERE THE RESTORER IS CONCERNED BUT YOU WILL BE LEFT HOLDING PARTS THAT YOU BOUGHT IN GOOD FAITH FROM OTHERS! THE PARTS THAT YOUR RESTORER WILL SUGGEST THAT YOU USE, AS SURE AS DAY FOLLOWS NIGHT, WILL CERTAINLY COST YOU AN ARM AND A LEG MORE THAN YOU EXPECTED!
THEN YOUR RESTORER CAN REFUSE TO USE PARTS THAT DO NOT COME UP TO HIS EXPECTATIONS, EXPLAINING THAT HE CANNOT GUARANTEE THE ENGINE IF YOU INSIST ON HIM USING THAT PART. THIS GUN TO THE HEAD ATTITUDE IS UNDERSTANDABLE WHERE THE RESTORER IS CONCERNED BUT YOU WILL BE LEFT HOLDING PARTS THAT YOU BOUGHT IN GOOD FAITH FROM OTHERS! THE PARTS THAT YOUR RESTORER WILL SUGGEST THAT YOU USE, AS SURE AS DAY FOLLOWS NIGHT, WILL CERTAINLY COST YOU AN ARM AND A LEG MORE THAN YOU EXPECTED!
iF YOU BUILD THE ENGINE YOURSELF AND GET TO KNOW AND UNDERSTAND THE WORKINGS OF THE BEAST, THEN YOU HAVE NO NEED FOR A GUARANTEE! IF SOMETHING GOES WRONG THEN YOU CAN FIX IT YOURSELF.
PREPARING THE PARTS BEFORE COMMENCING THE ACTUAL ASSEMBLY
THE PARTS THAT I`M GOING TO USE ARE THE BASKET CASES THAT I HAD ADVERTISED ON THIS SITE THAT DID NOT FIND A NEW OWNER.

|

|
AFTER TRYING OUT ALUMINIUM WELDERS WITH VARIOUS LEVELS OF COMPETENCE, I DISCOVERED A WELDER THAT IS ABSOLUTELY SUPERB BUT WITH PRICES TO MATCH
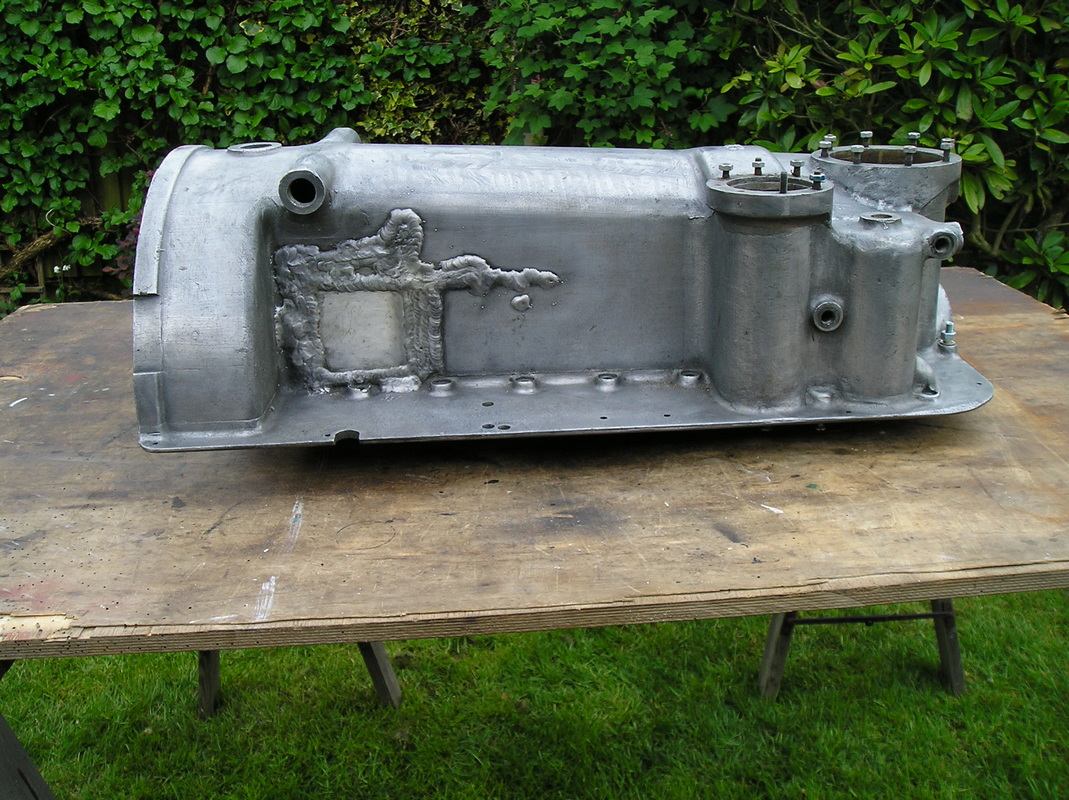
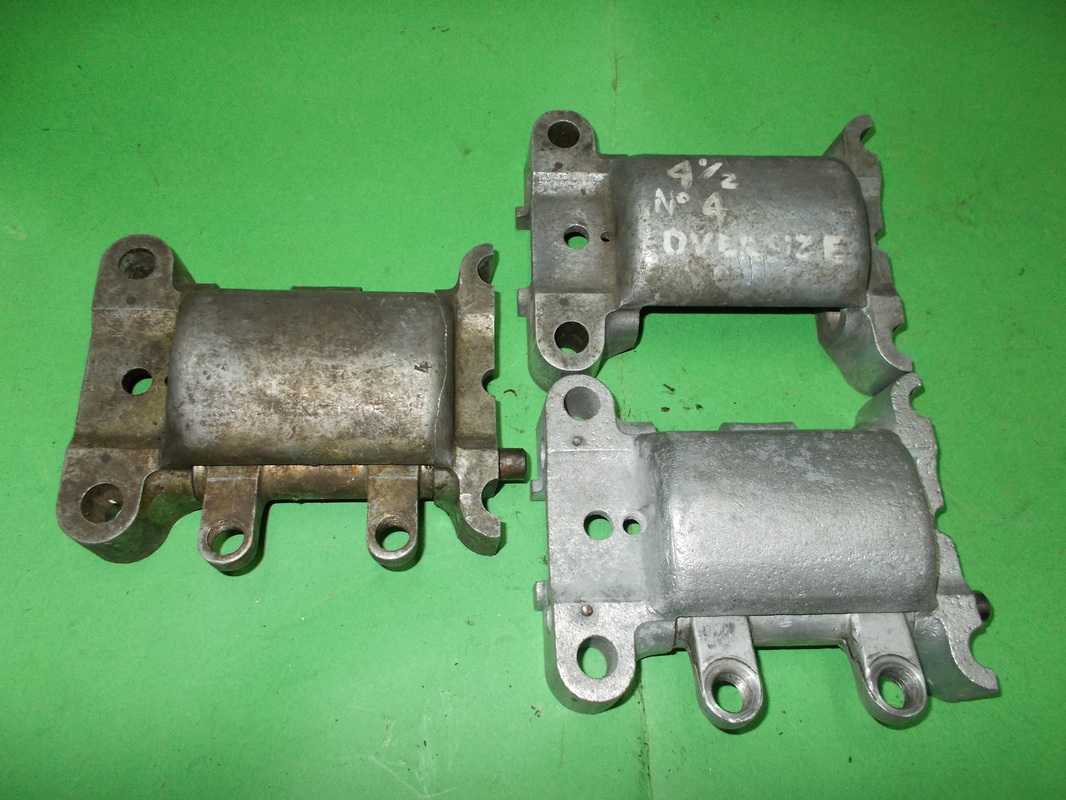
ABOVE LEFT, A 3 LITRE CRANKCASE THAT HAS BEEN WELDED BUT I WANT THE WELDING REDONE TO A BETTER STANDARD! ABOVE RIGHT, A 3 LITRE UPPER SUMP CHAMBER THAT HAS BEEN HOLED IN A COUPLE OF PLACES AND WILL GO FOR WELDING. THE LESSON TO BE LEARNED HERE IS NOT TO USE OLD CON RODS, NEW ONES ARE RELATIVELY CHEAP!
ABOVE LEFT, A 3 LITRE CRANKCASE THAT HAS BEEN WELDED BUT I WANT THE WELDING REDONE TO A BETTER STANDARD! ABOVE RIGHT, A 3 LITRE UPPER SUMP CHAMBER THAT HAS BEEN HOLED IN A COUPLE OF PLACES AND WILL GO FOR WELDING. THE LESSON TO BE LEARNED HERE IS NOT TO USE OLD CON RODS, NEW ONES ARE RELATIVELY CHEAP!

|

|
I PREFER TO USE ORIGINAL CYLINDER BLOCKS BUT IT`S DIFFICULT TO FIND THEM UNDAMAGED. IF YOU HAVE A BLOCK THAT APPEARS TO BE OK IT`S BEST TO TAKE IT TO THAT COMPANY IN COALVILLE LEICESTERSHIRE WHERE THEY WILL CRACK TEST IT FOR YOU FREE.
ABOVE IS A 3 LITRE BLOCK WHICH WAS SOLD TO ME AS BEING PERFECT BUT THE CRACK TEST THAT WAS CARRIED OUT ON IT BY CAST IRON WELDING SERVICES SHOWED OTHERWISE. THERE IS A HAIRLINE CRACK ON THE TOP AS CAN BE SEEN IN THE ABOVE RIGHT HAND PHOTO. WHEN I MENTIONED THIS TO THE PERSON THAT SOLD IT TO ME, HE SHRUGGED HIS SHOULDERS AND SAID "THE PERSON THAT SOLD IT TO ME SAID IT WAS OK"
THE LESSON TO BE LEARNED HERE IS NOT TO BELIEVE ANY VERBAL STATEMENT AS TO THE CONDITION OF A BLOCK BUT TO NEGOTIATE A PRICE BASED ON A SATISFACTORY CRACK TEST TO BE CARRIED OUT AT A RELIABLE ESTABLISHMENT!
THE JURY IS STILL OUT AS TO WHETHER I WILL USE THE BLOCK SHOWN ABOVE BUT IT WOULD SEEM A POSSIBLE CANDIDATE.
I HAVE HAD THREE BLOCKS TESTED BY THE ABOVE COMPANY, THE THREE LITRE AND TWO 4.5 LITRE, ONE OF THOSE HAD A CRACK THROUGH AN INLET VALVE SEAT AND WOULD COST £750 TO REPAIR AND THE OTHER ONE HAD A BROKEN FLANGE AT THE BASE CAUSED BY MACHINING TOO MUCH OFF THE BOTTOM OF THE FLANGE TO INCREASE THE COMPRESSION RATIO. THE CRACK TEST SHOWED NO CRACKS IN THE GAS FLOWED, INCREASED VALVE SIZE, UPPER PART OF THE BLOCK AND IT WAS GIVEN TO ME FREE!
I HAD THE FOOT FLANGE WELDED BACK ON AGAIN IT COST ME £750 BUT IF THE WELDING IS FOUND TO BE SUCCESSFUL THEN IT WILL BE A BARGAIN. THE FOOT STILL HAS TO BE MACHINED.
THERE IS ALSO ANOTHER 3 LITRE BLOCK THAT HAS NOT YET BEEN TESTED, IT LOOKS GOOD BUT YOU NEVER KNOW!
ABOVE IS A 3 LITRE BLOCK WHICH WAS SOLD TO ME AS BEING PERFECT BUT THE CRACK TEST THAT WAS CARRIED OUT ON IT BY CAST IRON WELDING SERVICES SHOWED OTHERWISE. THERE IS A HAIRLINE CRACK ON THE TOP AS CAN BE SEEN IN THE ABOVE RIGHT HAND PHOTO. WHEN I MENTIONED THIS TO THE PERSON THAT SOLD IT TO ME, HE SHRUGGED HIS SHOULDERS AND SAID "THE PERSON THAT SOLD IT TO ME SAID IT WAS OK"
THE LESSON TO BE LEARNED HERE IS NOT TO BELIEVE ANY VERBAL STATEMENT AS TO THE CONDITION OF A BLOCK BUT TO NEGOTIATE A PRICE BASED ON A SATISFACTORY CRACK TEST TO BE CARRIED OUT AT A RELIABLE ESTABLISHMENT!
THE JURY IS STILL OUT AS TO WHETHER I WILL USE THE BLOCK SHOWN ABOVE BUT IT WOULD SEEM A POSSIBLE CANDIDATE.
I HAVE HAD THREE BLOCKS TESTED BY THE ABOVE COMPANY, THE THREE LITRE AND TWO 4.5 LITRE, ONE OF THOSE HAD A CRACK THROUGH AN INLET VALVE SEAT AND WOULD COST £750 TO REPAIR AND THE OTHER ONE HAD A BROKEN FLANGE AT THE BASE CAUSED BY MACHINING TOO MUCH OFF THE BOTTOM OF THE FLANGE TO INCREASE THE COMPRESSION RATIO. THE CRACK TEST SHOWED NO CRACKS IN THE GAS FLOWED, INCREASED VALVE SIZE, UPPER PART OF THE BLOCK AND IT WAS GIVEN TO ME FREE!
I HAD THE FOOT FLANGE WELDED BACK ON AGAIN IT COST ME £750 BUT IF THE WELDING IS FOUND TO BE SUCCESSFUL THEN IT WILL BE A BARGAIN. THE FOOT STILL HAS TO BE MACHINED.
THERE IS ALSO ANOTHER 3 LITRE BLOCK THAT HAS NOT YET BEEN TESTED, IT LOOKS GOOD BUT YOU NEVER KNOW!
|

|
ABOVE IS ANOTHER CANDIDATE FOR THE WELDER, A LATE 3 OR 4.5 LITRE SUMP WHICH HAS BEEN THROUGH THE WARS. IT CAN BE INVISIBLY REPAIRED.

|

|
ABOVE LEFT, THE NEW 3 LITRE OIL PUMP WITH GO FASTER GEARS THAT I SWAPPED FOR AN INCOMPLETE ML GR4 MAGNETO. ABOVE RIGHT IS A VERY NICE NEW 3 LITRE LOWER SUMP CHAMBER THAT I OBTAINED IN A SWAP.

|

|
ABOVE AN ORIGINAL 3 LITRE CAMCHEST IN GOOD CONDITION. IN FACT I HAVE TWO TO PLAY WITH.

|

|
ABOVE IS SHOWN A TURRET AND A SELECTION OF INTERNAL PARTS FOR 3 OR 4.5 LITRE ENGINES
THESE PARTS AND OTHERS WILL BE SENT OUT FOR REPAIR OR TREATMENT AND OTHER PARTS THAT I WILL NEED TO GET WILL BE PURCHASED OR SWAPPED WITH DUPLICATE ITEMS THAT I HAVE LYING AROUND.
DECISIONS THAT WILL HAVE TO BE MADE
THERE ARE THREE BASIC CONFIGURATIONS THAT CAN BE BUILT UP FROM THE PARTS.
1/ BUILD A STANDARD 3 LITRE ENGINE.
2/ BUILD A STANDARD 4.5 LITRE ENGINE.
3/ BUILD A 4.7 LITRE ENGINE.
BELOW IS GIVEN A BRIEF DESCRIPTION OF THE THREE CONFIGURATIONS
1/ BUILD A STANDARD 3 LITRE ENGINE.
2/ BUILD A STANDARD 4.5 LITRE ENGINE.
3/ BUILD A 4.7 LITRE ENGINE.
BELOW IS GIVEN A BRIEF DESCRIPTION OF THE THREE CONFIGURATIONS
3 LITRE ENGINE
THIS CAN BE BUILT USING THE 3 LITRE CRANKCASE AND EITHER THE EARLY TWO PIECE SUMP OR THE LATER ONE PIECE SUMP. THE 3 LITRE BLOCK AND THE 3 LITRE CAMCHEST. IF ROCKER BOXES ARE AVAILABLE, THEN THE EARLY 3 LITRE CAMCHEST WILL HAVE TO BE MACHINED TO SUIT. THE 3 LITRE CRANK CAN BE USED IF ONE CAN BE FOUND THAT IS NOT TOO BADLY WORN OTHERWISE A NEW COUNTERBALANCED CRANK AND RODS WILL BE REQUIRED!
4,5 LITRE ENGINE
THIS CAN BE BUILT USING THE 3 LITRE CRANKCASE AND EITHER THE EARLY TWO PIECE SUMP OR THE LATER ONE PIECE SUMP. THE 4.5 LITRE BLOCK AND THE 3 LITRE CAMCHEST WHICH WILL HAVE TO BE MACHINED FOR ROCKER BOXES. AN ORIGINAL 4.5 LITRE CRANKSHAFT CAN BE USED IF ONE CAN BE FOUND THAT IS NOT TOO BADLY WORN WITH NEW CON RODS OBLIGATORY. OTHERWISE A NEW CRANK AND RODS WILL HAVE TO BE USED.
4.7 LITRE ENGINE
IN THIS CONFIGURATION THE 3 LITRE CRANKCASE AND CRANKSHAFT ARE USED TOGETHER WITH A LIGHT 4.5 LITRE BLOCK. THE EXTRA 9MM OF STROKE OF THE 3 LITRE CRANK OVER THE 4.5 LITRE CRANK PLUS THE EXTRA AREA OF THE 4,5 PISTON GIVES A TOTAL SWEPT VOLUME OF 4682 CC OR 4.7 LITRE CAPACITY,
A COMPRESSION PLATE WILL HAVE TO BE USED BETWEEN THE CRANKCASE AND THE BLOCK TO GIVE THE CORRECT COMPRESSION RATIO. AS IN THE OTHER TWO CASES EITHER TYPE OF SUMP CAN BE USED.
THIS MARRIAGE OF BITS IS REPUTED TO GIVE SUPERB TORQUE!
A COMPRESSION PLATE WILL HAVE TO BE USED BETWEEN THE CRANKCASE AND THE BLOCK TO GIVE THE CORRECT COMPRESSION RATIO. AS IN THE OTHER TWO CASES EITHER TYPE OF SUMP CAN BE USED.
THIS MARRIAGE OF BITS IS REPUTED TO GIVE SUPERB TORQUE!
GETTING THERE SLOWLY SLOWLY
ON MY RECENT TRIP TO FRANCE AND THE UK, I LOADED UP THE PARTS FOR THE 3/4.5/4.7 LITRE ENGINE INTO THE ALREADY HEAVILY LADEN BERLINGO AND BROUGHT THEM BACK TO NORWAY. THE CRANKCASE AND SUMP HAD BEEN REPAIRED BY WELDING AND NEEDED MACHINING TO BRING THEM BACK INTO USABLE CONDITION. THIS WAS DONE OVER TEN YEARS AGO BEFORE I RETIRED AND WAS ABLE TO AFFORD TO HAVE PHOENIX ENGINEERING SUPPLY THEIR 3 LITRE CRANK AND RODS AND CARRY OUT THE MACHINING OF THE WELDED CASTINGS WITH EXCELLENT RESULTS. UNFORTUNATELY I HAD MADE A MISTAKE BY ORDERING A 3 LITRE CONVERSION AS WITH A FEW MORE POUNDS I COULD HAVE HAD THE 4.5 VERSION!
THE FOLLOWING STATEMENT SURELY COMES UNDER THE CATEGORY "NOT A LOT OF PEOPLE KNOW THIS" PHOENIX HAVE DESIGNED THEIR 4 CYLINDER BENTLEY CRANKSHAFTS SO THAT THEY ARE EXACTLY THE SAME EXCEPT FOR THE THROW OF THE BIG END JOURNALS WHICH ARE DIFFERENT IN THE CASE OF THE 3 AND 4.5 LITRE ENGINES. THIS MEANS THAT I COULD ORDER A 4.5 LITRE CRANKSHAFT AND IT WOULD FIT IN THE CRANKCASE THAT IS SHOWN BELOW. UNFORTUNATELY THEY COST ABOUT FOUR GRAND APIECE, SO THAT A BETTER OPTION WOULD BE TO ORDER A NEW SET OF CONRODS WITH THE LITTLE ENDS TO SUIT THE LARGER 4.5 LITRE PISTON PINS AND MAKE A 4.7 LITRE ENGINE.

ABOVE IS A REPAIRED 3 LITRE CRANKCASE THAT HAS BEEN CONVERTED TO SHELL BEARINGS TO TAKE A PHEONIX CRANKSHAFT. YOU CAN SEE THE GARAGE GHOST HOVERING ON THE UPPER LEFT HAND SIDE OF THE PHOTO. IF i CHOOSE TO FIT THE 4.5 LITRE BOCK THEN THE HOLES FOR THE 80MM PISTONS WILL HAVE TO BE ENLARGED TO CLEAR THE 100MM PISTONS.
THIS CRANKCASE HAS AN INTERESING HISTORY! WHAT HAPPENED WAS THAT A LONG STANDING BDC MEMBER WAS TRYING TO REUNITE THE ORIGINAL ENGINE WITH HIS 3 LITRE CAR THAT HAD THE WRONG ENGINE IN IT. HE ADVERTISED TO TRY AND FIND THE ORIGINAL CRANKCASE AND OFFERED AN ORIGINAL 4.5 LITRE CRANKCASE IN EXCHANGE. THEN OUT OF THE BLUE CAME THE OFFER OF THE ORIGINAL CRANKCASE WHICH WAS IN AUSTRALIA, THIS WAS SHIPPED TO THE UK VIA ONE OF THE NAMES IN THE CLUB BUT WHEN THE BDC MEMBER VIEWED THE CRANKCASE HE BECAME SUSPICIOUS. HE THEN TRIED TO CHECK THAT THE INSPECTION STAMPS ON THIS CRANKCASE WERE CORRECT FOR THE DATE OF MANUFACTURE BUT WITH NO CONCLUSIVE RESULT SO THAT THE DEAL FELL THROUGH.
I BOUGHT THIS CRANKCASE VIA TIM HOULDING AND PAID A GRAND FOR IT, IT HAS A REPAIR TO THE SIDE, THE USUAL LEG OUT OF BED DAMAGE BUT HAD BEEN REPAIRED VERY VICELY. I`VE LOOKED CAREFULLY AT THE ENGINE NUMBER AND DON`T THINK THAT IT`S BEEN RE-STAMPED, SO IT IS THE ORIGINAL! THE BDC MEMBER HAD SAID HE WOULD SELL ME THE 4.5 LITRE CRANKCASE WHICH HE WANTED 5 GRAND FOR BUT LATER WHEN I SPOKE TO HIM I FOUND OUT THAT HE`D SOLD IT TO SOMONE ELSE.
I BOUGHT THIS CRANKCASE VIA TIM HOULDING AND PAID A GRAND FOR IT, IT HAS A REPAIR TO THE SIDE, THE USUAL LEG OUT OF BED DAMAGE BUT HAD BEEN REPAIRED VERY VICELY. I`VE LOOKED CAREFULLY AT THE ENGINE NUMBER AND DON`T THINK THAT IT`S BEEN RE-STAMPED, SO IT IS THE ORIGINAL! THE BDC MEMBER HAD SAID HE WOULD SELL ME THE 4.5 LITRE CRANKCASE WHICH HE WANTED 5 GRAND FOR BUT LATER WHEN I SPOKE TO HIM I FOUND OUT THAT HE`D SOLD IT TO SOMONE ELSE.

|
|
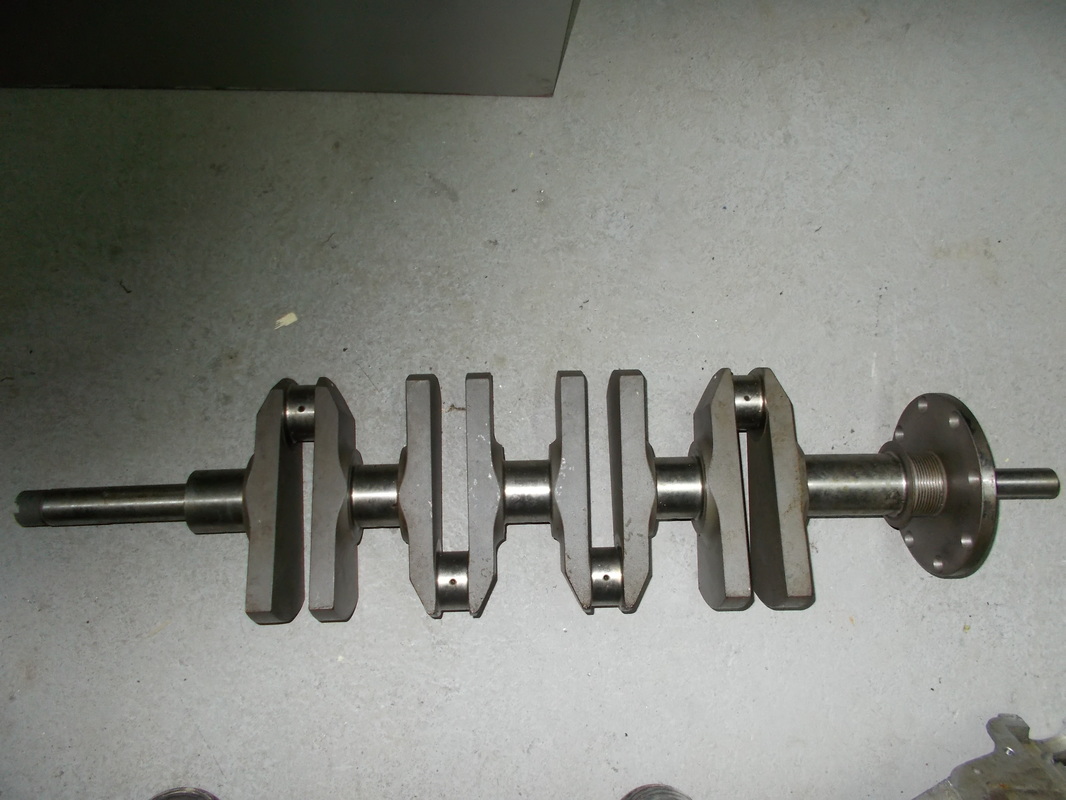
ABOVE LEFT THE UNDERSIDE OF THE ENGINE, ABOVE RIGHT, THE PHOENIX 3 LITRE CRANKSHAFT
|

|
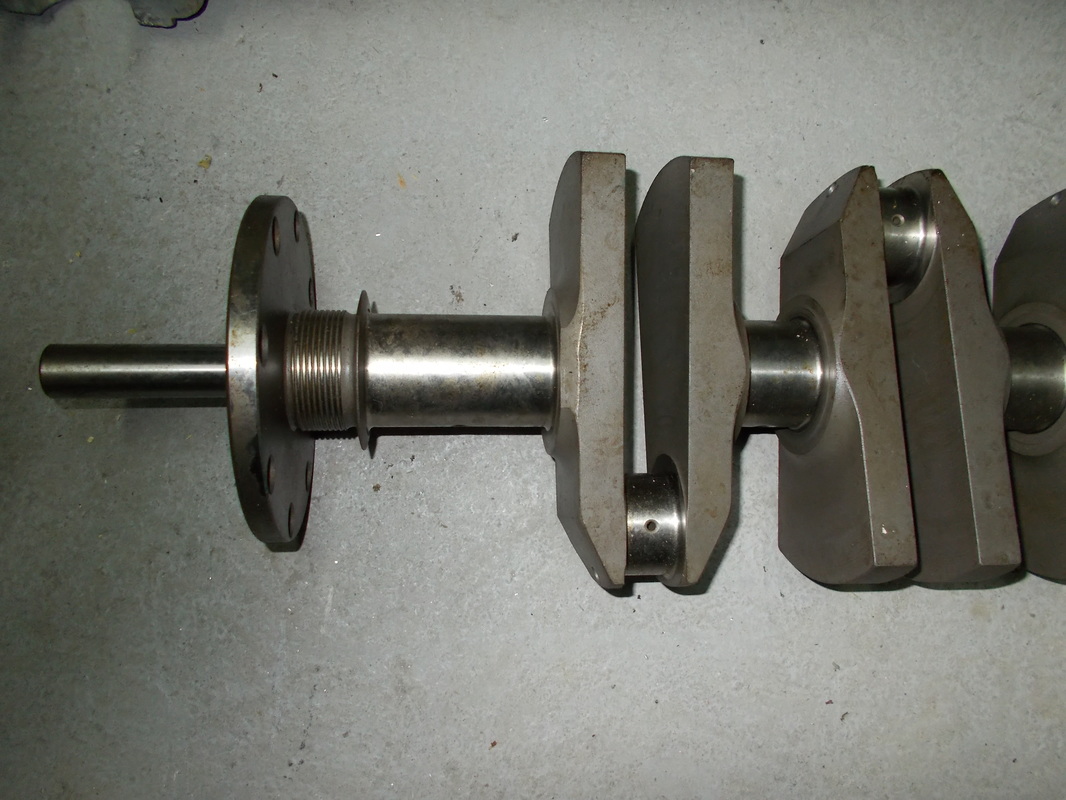
ABOVE A CLOSER VIEW OF THE BEAUTIFULLY MACHINED CRANKSHAFT..

|

|
ABOVE LEFT, THE UPPER CHAMBER OF THE 3 LITRE TWO PIECE SUMP. ABOVE RIGHT, THE REPAIR WHERE A "LEG OUT OF BED" SMASHED A HOLE THROUGH THE SIDE. THAT`S WHY YOU SHOULD NEVER FIT ORIGINAL CON RODS INTO A REBUILT ENGINE, IT`S JUST NOT COST EFFECTIVE! AN EXPERT WELDER MADE AN EXCELLENT JOB OF REPAIRING IT AND IT ONLY COST £150.

|

|
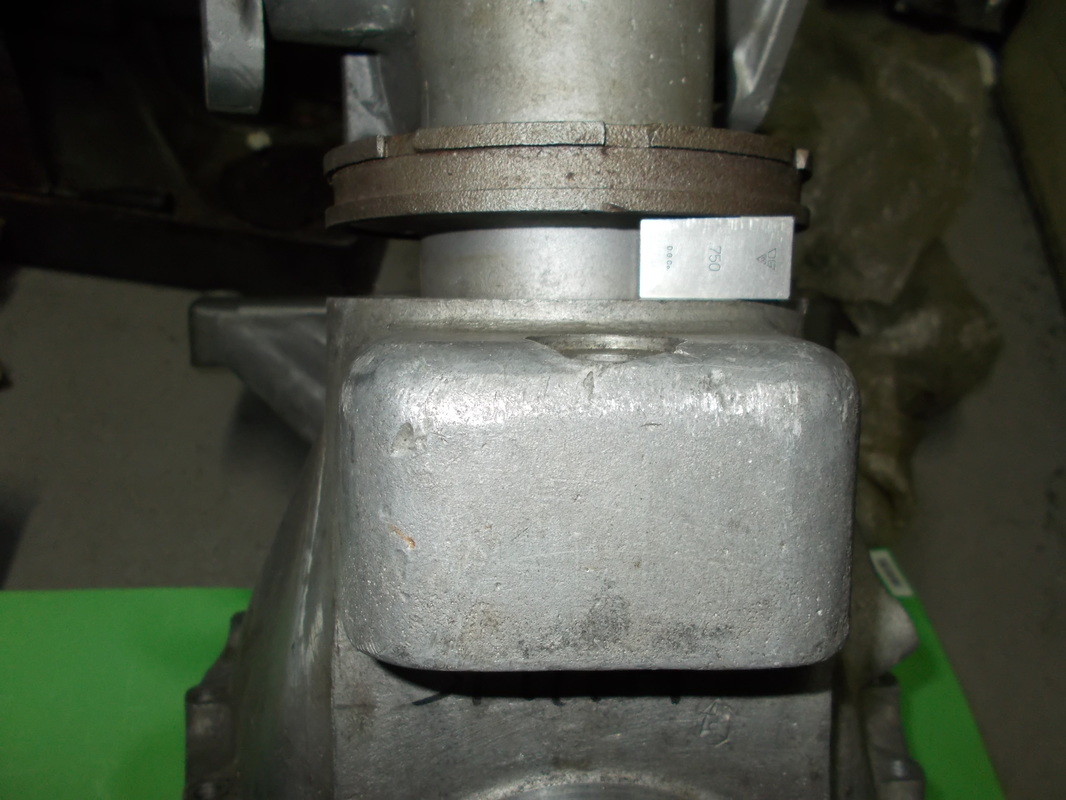
ABOVE LEFT, THE OUTER SIDE OF THE SUMP SHOWING THE WELDED PART THAT HAS BEEN GROUND DOWN TO MAKE THE REPAIR INVISIBLE. THE UPPER RIGHT HAND PHOTO SHOWS THE SPACER THAT WAS FITTED TO THE SUMP FLANGE FACE AS, DUE TO THE WELDED REPAIR, THE FLANGE HAD "FALLEN" ABOVE THE AREA WHERE THE WELD WAS DONE. THIS IS TYPICAL FOR THIS KIND OF REPAIR AND THE SOLUTION IS TO SKIM THE FACE OF THE FLANGE TO ELIMINATE THE DROPPED AREA AND FIT AN ALUMINIUM PLATE SHIM TO BRING THE HEIGHT OF THE FLANGE BACK TO THE CORRECT DIMENSION. THIS IS NECESSARY FOR THE CORRECT MESHING OF THE OIL PUMP GEARS.
THE AVAILABLE BLOCKS
THE 4.5 LITRE BLOCKS

BLOCK 1
ABOVE, THE REPAIRED 4.5 LITRE BLOCK. WHICH WAS GIVEN TO ME FREE BUT ONE CORNER OF THE FLANGE HAD BROKEN OFF DUE TO THE FLANGE BEING MACHINED TOO THIN BY A BENTLEY RACING BOY IN ORDER TO INCREASE THE COMPRESSION RATIO! THE VALVE SEATS ARE IN PERFECT CONDITION SO I TOOK IT TO "CAST IRON.REPAIR SERVICES" WHO CARRIED OUT THEIR FREE CRACK TEST ON IT THAT PROVED TO BE NEGATIVE.
I DECIDED TO RISK £750 TO HAVE THE FLANGE REPAIRED AND THEN TOOK IT TO A COMPANY NEAR OXFORD FOR THEM TO DO A PRESSURE TEST, SKIM THE BOTTOM FACE FLAT AND REBORE IT. THERE WERE PROBLEMS WITH THIS COMPANY THAT YOU CAN READ ABOUT IN MY BLOG. WITH THE RESULT THAT I TOOK THE BLOCK BACK UNFINISHED BUT THEY CHARGED ME £900 FOR WHAT THEY HAD DONE!
I DECIDED TO RISK £750 TO HAVE THE FLANGE REPAIRED AND THEN TOOK IT TO A COMPANY NEAR OXFORD FOR THEM TO DO A PRESSURE TEST, SKIM THE BOTTOM FACE FLAT AND REBORE IT. THERE WERE PROBLEMS WITH THIS COMPANY THAT YOU CAN READ ABOUT IN MY BLOG. WITH THE RESULT THAT I TOOK THE BLOCK BACK UNFINISHED BUT THEY CHARGED ME £900 FOR WHAT THEY HAD DONE!
I WILL MAKE A COMPRESSION PLATE DRILLED TO THE CORRECT DIMENSIONS AND BOND AND SCREW THIS TO THE FLANGE. THEN USING THE COMPRESSION PLATE AS A DRILLING JIG, OPEN OUT THE BOLT HOLDING DOWN HOLES THAT YOU CAN SEE ARE PARTLY OBSCURED BY WELD. MY HERBERT DRILLING MACHINE WILL BE PERFECT FOR THIS. THEN IT WILL HAVE TO BE REBORED TO THE NEXT REBORE SIZE.
BLOCK 2
THIS BLOCK, AGAIN A FREEBIE, HAS A HAIRLINE CRACK RUNNING THROUGH THE INLET AND EXHAUST SEATS ON No 1 CYLINDER. NOW THIS CAN BE REPAIRED BY THAT CAST IRON WELDING SPECIALIST FOR £750, IN FACT HE WILL WELD ALL THE SEATS FOR THIS PRICE BUT THE MACHINING COMPANY THAT I SPOKE TO ABOUT THE MACHINING OF THE SEATS AFTER WELDING DID NOT ADVISE THIS COURSE OF ACTION. THEY SAID THAT THE WELD WAS DIFFICULT TO MACHINE AND DID NOT SEEM EAGER TO ACCEPT SUCH A CHALLENGE. HOWEVER THEY DID SUGGEST THAT I HAD THE WELDING DONE BY THE "LASER WELDING TECHNIQUE" WHICH THEY SAID WAS DONE BY A SPECIALIST IN BELGIUM.
I DID A QUICK SEARCH ON THE WEB BUT WITH LITTLE SUCCESS. THIS COULD BE THE WAY FORWARD FOR BITSA BUILDERS, AS IF THIS REPAIR ON THE BLOCK COULD BE CARRIED OUT, THEN IT WOULD PROVIDE A CHEAP WAY TO HAVE A GENUINE USABLE BLOCK. YOUR RESTORER WILL ADVISE THAT A NEW BLOCK BE PURCHASED BUT I KNOW CASES WHERE THESE NEW BLOCKS HAVE BEEN FAULTY AND WHAT A MESS THIS POSSIBILITY WILL TURN OUT TO BE!
I DID A QUICK SEARCH ON THE WEB BUT WITH LITTLE SUCCESS. THIS COULD BE THE WAY FORWARD FOR BITSA BUILDERS, AS IF THIS REPAIR ON THE BLOCK COULD BE CARRIED OUT, THEN IT WOULD PROVIDE A CHEAP WAY TO HAVE A GENUINE USABLE BLOCK. YOUR RESTORER WILL ADVISE THAT A NEW BLOCK BE PURCHASED BUT I KNOW CASES WHERE THESE NEW BLOCKS HAVE BEEN FAULTY AND WHAT A MESS THIS POSSIBILITY WILL TURN OUT TO BE!
THE 3 LITRE BLOCKS
YES, THERE ARE TWO TO CHOOSE BETWEEN IF THE 4.5 LITRE BLOCK TURNS OUT TO BE UNUSABLE. A STRANGE ANOMALY IS THAT 3 LITRE BLOCKS ARE AVAILABLE NEW BUT COST MUCH MORE THAN A NEW 4.5 LITRE BLOCK, WHICH COSTS AROUND 7 GRAND,FROM THE BELGIAN MANUFACTURER WHO MAKES THEM BOTH. I HAVEN`T CHECKED THE PRICES RECENTLY AND YOU MAY FIND THAT THIS PRICE ANOMALY HAS CHANGED.
THERE IS SOME INTERESTING NEWS ABOUT AN ORIGINAL 3 LITRE STANDARD ENGINE,BUT FITTED WITH SPECIAL PISTONS, THAT THE BENTLEY SPECIALIST THAT PUT IT TOGETHER CLAIMS HAS A POWER OUTPUT THE SAME AS A 4.5 LITRE ENGINE. THIS MAY BE TRUE BUT WHAT I WOULD WORRY ABOUT IS THAT SPINDLY 3 LITRE CRANKSHAFT THAT LOOKS LIKE A LENGTH OF BENT WIRE COMPARED TO A STANDARD 4.5 LITRE CRANKSHAFT.
NOW THAT`S AN IDEA! PERHAPS THESE SPECIAL PISTONS USED IN A 3 LITRE BLOCK WILL GIVE ANOTHER 20 HP SO THAT THE MUCH HEAVIER 4.5 LITRE BLOCK WILL NOT BE REQUIRED!

|

|
ABOVE IS THE 3 LITRE BLOCK THAT I MENTIONED EARLIER. THIS PHOTO WAS TAKEN JUST AFTER BEING CRACK TESTED BY THE EXCELLENT CAST IRON WELDING COMPANY. THE PHOTO ABOVE RIGHT SHOWS THE HAIRLINE CRACK BETWEEN THE TWO APERTURES FOR THE DRAIN TUBES. I WOULD NOT RECOMMEND WELDING AS A SOLUTION HERE BUT AS THERE IS ACCESS TO THE UNDERNEATH OF THE CRACK IT COULD BE PLATED ABOVE AND BELOW IN ORDER TO STOP ANY LEAKAGE OF COOLANT INTO THE SUMP.
ANOTHER ISSUE WITH THIS BLOCK IS THAT THERE IS RECESSION AT THE VALVE SEATS. I SPOKE TO DONALD DAY ABOUT THIS AND HE TOLD ME THAT BY USING A HAND TOOL THROUGH THE VALVE GUIDE WITH A BLADE LIKE A REVERSED SPOT FACING TOOL THE CASTING AROUND THE VALVE SEATS COULD BE CUT BACK TO GIVE BETTER BREATHING. IT`S A LOT OF HARD WORK BUT WOULD GIVE EXCELLENT RESULTS, FAR BETTER IN MY OPINION, AND A LOT CHEAPER THAN HAVING.NEW VALVE SEAT INSERTS FITTED THAT CAN WORK LOOSE AND DAMAGE THE BLOCK AND VALVE GEAR! THIS WILL MEAN THAT THE VALVES WILL HAVE TO BE SHORTENED SO THAT THE CORRECT ROCKER GEOMETRY CAN BE MAINTAINED.
THE OTHER 3 LITRE BLOCK THAT IS AVAILABLE IS AN UNKNOWN QUANTITY AT THE MOMENT AND THE NEXT TIME THAT I`M IN THE UK I`LL HAVE THIS CRACK DETECTED AND CHECK THE VALVE SEATS FOR CONDITION.
TAKING A LOOK AT THE ENGINE GEARS
NOW THIS IS WHERE YOU CAN SAVE A MOUNTAIN OF YOUR HARD EARNED CASH! WE CAN LOOK AT THE POSSIBILITIES AND SEE HOW MUCH CAN BE SAVED BY USING SECOND HAND PARTS THAT A RESTORER WILL TURN HIS NOSE UP AT. THESE PARTS WILL HAVE TO BE CAREFULLY APPRAISED AS TO WHETHER THEY WILL BE SUITABLE FOR RE-USE, SOME WILL UNDOUBTEDLY BE SCRAP BUT POLISHED UP, WILL LOOK GOOD ON THE MANTLEPIECE!
ALL THE GEARS SHOWN BELOW WERE MANUFACTURED BY ENV FROM CASE HARDENING STEEL WHICH WAS MACHINED AND THEN CAREFULLY HARDENED TO GIVE THEM A LONG WORKING LIFE, THE FIRST STEP IS TO CHECK WHETHER THE CASE HARDENING ON THE GEAR TEETH IS NOT WORN THROUGH. THIS CAN BE DONE USING AN UNWORN FINE TOOTHED FILE WHICH YOU CAN RUB AGAINST THE FACES OF THE TEETH. IF THE FILE JUST GLIDES OVER THE TEETH WITHOUT REMOVING METAL THEN THE GEAR IS USABLE. THE AMOUNT OF WEAR ON THE TEETH WILL DETERMINE WHETHER IF THERE IS ENOUGH LIFE LEFT IN IT TO USE IT AGAIN, AS THERE`S NO POINT IN USING IT IF IT WILL HAVE TO BE CHANGED OUT IN LESS THAN 20,000 MILES.
LOOKING AT THE GEARS SHOWN BELOW, THE ONE ON THE RIGHT CAN BE USED AGAIN WITHOUT ANY PROBLEMS, SO CAN THE WORN ONE ON THE LEFT AFTER HAVING THE NEW BRONZE REPAIR GEAR FITTED. HOWEVER IN THIS CASE A HARDENED WASHER WILL HAVE TO BE FITTED BETWEEN THE BRONZE GEAR AND THE BRONZE BEARING THAT IT REVOLVES AGAINST AS BRONZE SHOULD NOT RUN AGAINST BRONZE.
ALL THE GEARS SHOWN BELOW WERE MANUFACTURED BY ENV FROM CASE HARDENING STEEL WHICH WAS MACHINED AND THEN CAREFULLY HARDENED TO GIVE THEM A LONG WORKING LIFE, THE FIRST STEP IS TO CHECK WHETHER THE CASE HARDENING ON THE GEAR TEETH IS NOT WORN THROUGH. THIS CAN BE DONE USING AN UNWORN FINE TOOTHED FILE WHICH YOU CAN RUB AGAINST THE FACES OF THE TEETH. IF THE FILE JUST GLIDES OVER THE TEETH WITHOUT REMOVING METAL THEN THE GEAR IS USABLE. THE AMOUNT OF WEAR ON THE TEETH WILL DETERMINE WHETHER IF THERE IS ENOUGH LIFE LEFT IN IT TO USE IT AGAIN, AS THERE`S NO POINT IN USING IT IF IT WILL HAVE TO BE CHANGED OUT IN LESS THAN 20,000 MILES.
LOOKING AT THE GEARS SHOWN BELOW, THE ONE ON THE RIGHT CAN BE USED AGAIN WITHOUT ANY PROBLEMS, SO CAN THE WORN ONE ON THE LEFT AFTER HAVING THE NEW BRONZE REPAIR GEAR FITTED. HOWEVER IN THIS CASE A HARDENED WASHER WILL HAVE TO BE FITTED BETWEEN THE BRONZE GEAR AND THE BRONZE BEARING THAT IT REVOLVES AGAINST AS BRONZE SHOULD NOT RUN AGAINST BRONZE.
THE CROSS SHAFT GEARS

ABOVE, JUST TO ILLUSTRATE THE EXTREMES OF WEAR THAT CAN OCCUR IN THE ENV MANUFACTURED BENTLEY GEARS, THE GEAR ON THE RIGHT IS VIRTUALLY UNWORN AND THE SHAFT IS THE CORRECT DIAMETER. THE GEAR ON THE LEFT IS WORN OUT BUT AT THE TIME IT WAS TAKEN OUT OF SERVICE IT WOULD HAVE FUNCTIONED SATISFACTORILY ALTHOUGH RATHER NOISILY. THE SHAFT DIAMETERS ARE WITHIN 0.001 INCH OF NOMINAL.

|

|
ABOVE LEFT, THIS PHOTO SHOWS THE REPAIR THAT CAN BE DONE TO SAVE A WORN CROSS SHAFT GEAR. THE BRONZE GEAR SHOWN IS BOLTED TO THE MACHINED DOWN WORN CROSS SHAFT GEAR THUS GIVING IT A NEW LEASE OF LIFE. THE THREE GEARS IN THE ABOVE RIGHT HAND PHOTO ARE WATER PUMP DRIVE GEARS THAT ARE DRIVEN FROM THE CROSS SHAFT GEAR, ALL THREE ARE USABLE.
THE VERTICAL DRIVE TO THE CAMSHAFT
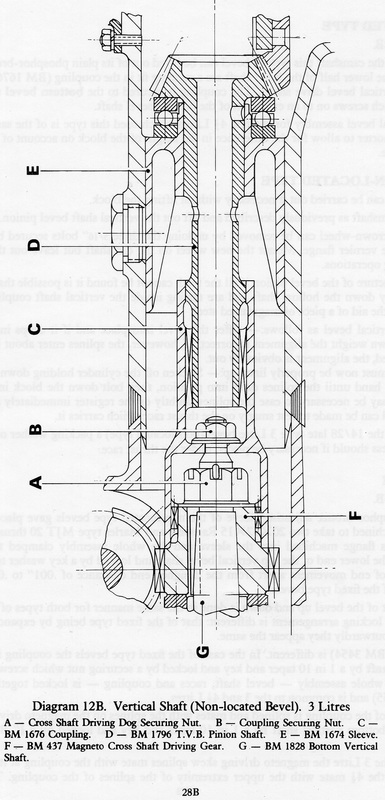
ABOVE A CROSS SECTION THROUGH THE NON LOCATED VERTICAL BEVEL SHAFT, AGAIN REPRODUCED FROM THE TECHNICAL FACTS. THE DRIVE IS TAKEN FROM A BEVEL GEAR ON THE CRANKSHAFT AND DRIVES THE CAMSHAFT,, MAGNETOS AND WATER PUMP. THERE IS A LATER VERSION OF THE VERTICAL DRIVE BUT THE SECONDHAND PARTS THAT YOU WILL PROBABLY FIND AVAILABLE ARE THE ONES FOR THIS EARLIER VERSION..
THE BOTTOM BEVEL GEARS BM1828

|

|
THIS IS ITEM "G" IN THE ABOVE DRAWING. THE SMALL BEVEL DRIVING GEAR GEAR IS MOUNTED ON THE FRONT OF THE CRANKSHAFT. IF YOU ENLARGE THE RIGHT HAND PHOTO YOU WILL SEE THAT THE SHAFT GEAR IS IN EXCELLENT CONDITION BUT THE DRIVE GEAR HAS BEEN RUSTED OVER WHICH ACCOUNTS FOR THE PITTING ON THE TEETH. BOTH GEARS ARE OTHERWISE UNWORN AND THE CASE HARDENING IS STILL PRESENT.
MAGNETO CROSS SHAFT DRIVE GEAR BM437

ABOVE ARE THREE MAGNETO CROSS SHAFT GEARS SHOWN AS "F" ON THE GRAWING. ALL THREE RETAIN THEIR CASE HARDENING. THE ONE IN THE MIDDLE IS VIRTUALLY UNWORN AND THE TWO OTHERS COULD BE USED IN AN EMERGENCY.
COUPLING BM1676

|

|

|
THE COUPLING BETWEEN THE CROSS SHAFT DRIVE GEAR AND THE TOP BEVEL GEAR SHOWN AS "C" ON THE DRAWING, IT`S A BIT MUCKY BUT THE SPLINES ARE IN GOOD CONDITION, THAT`S THE IMPORTANT THING.
SLEEVE BM1674

SHOWN AS "E" ON THE DRAWING, THESE ARE DESIGNED TO BE ADJUSTABLE SO THAT THE MESHING BETWEEN THE UPPER BEVEL GEARS CAN BE CORRECTLY MAINTAINED. THESE ARE AN ABSOLUTE PAIN IN THE BUTTOCKS, AS DUE TO THE CLAMPING FORCE EXERTED ON THE THIN "SKIRT" THEY DISTORT AND WHEN THE ADJUSTMENT IS REQUIRED AGAIN IT`S VERY DIFFICULT TO ROTATE THEM USING A ROD WHICH ENGAGES WITH THE HOLES SHOWN IN THE ABOVE PHOTO. ALL OF THESE SLEEVES MEASURED SEVERAL THOUSANTHS OF AN INCH OVALITY IN THE DIAMETER WHERE THE CLAMPS ARE SITUATED. YOU CAN SEE THE DAMAGE AROUND THE HOLE IN THE CENTRE SLEEVE, THIS MAKES REMOVAL OF THE SLEEVE DIFFICULT, SO WHEN DISMANTLING THE SLEEVE FROM THE VALVE CHEST, TRY TO REMOVE THIS BURRING FROM AROUND THE HOLES BEFORE DRAWING IT OUT WITH A LENGTH OF STUDDING AND LARGE WASHERS. DO NOT DRIVE IT OUT WITH A HAMMER!

|

|
ABOVE LEFT, A VIEW OF THE SLOTS THAT THE CLAMPING BOLTS ENGAGE IN AND ABOVE RIGHT A VIEW UNDERNEATH. YOU CAN SEE THAT THERE ARE TWO DIFFERENT DESIGNS HERE THE ONE IN THE MIDDLE IS A LATER MODIFICATION AS THE THICKNESS OF THE SKIRT HAS BEEN INCREASED TO TRY TO IMPROVE IT`S EASE OF OPERATION. ALL OF THESE SLEEVES ARE WORN IN THE BORE THAT THE UPPER BEVEL ROTATES IN SO THAT THEY WILL HAVE TO BE REPAIRED. I`VE SEEN THEM BORED OUT AND WHITE METALLED, ALSO SLEEVED WITH A THIN BRONZE SLEEVE. THE ACTUAL DESIGN OF THE SLEEVE MAKES IT DIFFICULT TO REPAIR SATISFACTORILY, SO THAT I`LL PROBABLY MACHINE UP A NEW ONE.
THE TOP BEVEL BM1796

|

|
SHOWN AS "D" ON THE DRAWING. THESE ARE THE LATER MORE DESIRABLE ONES WITH THE LARGER TEETH. BOTH GEARS SHOW MINIMAL WEAR AND CAN BE USED AGAIN WITH CONFIDENCE.
THE COST EFFECTIVENESS OF USING GOOD SECOND HAND GEARS
THERE ARE SEVERAL REASONS WHY I PREFER TO USE SECOND HAND GEARS AND IT`S NOT JUST FOR SAVING MONEY. THEY HAVE BEEN MADE BY ENV, A VERY COMPETENT MANUFACTURER, TO THE ORIGINAL BENTLEY DRAWINGS, IN FACT ENV PROBABLY DID THE GEAR DESIGN FOR BENTLEY IN THE FIRST PLACE! THESE GEARS WILL HAVE ALREADY BEEN USED IN A BENTLEY ENGINE SO THAT THERE ARE NO WORRIES THAT THEY WON`T BE FIT FOR USE OR BE UNRELIABLE.
WHEN YOU BUY SPARES FOR YOUR NEW CAR, I MEAN ORIGINAL ONES, NOT THOSE PIRATE COPIES, YOU CAN BE SURE THAT THEY WILL FIT YOUR CAR WITH NO PROBLEMS.THOSE NEW GEARS THAT YOUR RESTORER PUSHES YOU TO USE WON`T HAVE THE SAME GUARANTEE! AS THEY HAVE BEEN MADE BY VARIOUS FIRMS THAT PROBABLY WON`T HAVE THE SAME STRINGENT QUALITY CONTROL AS A VEHICLE MANUFACTURER. THE THINGS THAT I WORRY ABOUT ARE: DID THE MANUFACTURER USE ORIGINAL BENTLEY DRAWINGS AND WERE THEY THE CORRECT REVISION? THIS IS IMPORTANT AS THE BDC BENTLEY DRAWINGS ARE INCOMPLETE OR HAVE BEEN LOST! THE BDC THEMSELVES DO NOT ACCEPT RESPONSIBILITY FOR SUPPLYING THE CORRECT DRAWINGS!
THEN THERE IS THE MANUFACTURE OF THE GEARS TO CONSIDER, ARE THE GEARS MACHINED PROPERLY FROM THE CORRECT MATERIAL? HAS THE HEAT TREATMENT BEEN CARRIED OUT PROPERLY? THE GEAR MANUFACTURERS WON`T NORMALLY HAVE THEIR OWN HEAT TREATING EQUIPMENT SO WILL SEND THEM OUT TO A SPECIALIST AND DID THIS SPECIALIST CARRY OUT THE CORRECT PROCEDURE FOR THE HARDENING AND CHECK THE HARDNESS?
IT`S A POTENTIAL BAG OF WORMS AND IF NEW GEARS FITTED BY YOUR RESTORER FAIL, THEN YOU WILL BECOME EMBROILED IN A TUSSLE ABOUT WHO IS GOING TO PAY FOR THE REMEDIAL WORK CAUSED BY THIS FAILURE AS THE GEAR MANUFACTURER WILL ONLY ACCEPT LIABILITY FOR REPLACING THE GEARS AND NOT THE CONSEQUENTIAL COSTS! THIS SOUNDS A BIT HYSTERICAL BUT IT CAN HAPPEN.
WHEN YOU BUY SPARES FOR YOUR NEW CAR, I MEAN ORIGINAL ONES, NOT THOSE PIRATE COPIES, YOU CAN BE SURE THAT THEY WILL FIT YOUR CAR WITH NO PROBLEMS.THOSE NEW GEARS THAT YOUR RESTORER PUSHES YOU TO USE WON`T HAVE THE SAME GUARANTEE! AS THEY HAVE BEEN MADE BY VARIOUS FIRMS THAT PROBABLY WON`T HAVE THE SAME STRINGENT QUALITY CONTROL AS A VEHICLE MANUFACTURER. THE THINGS THAT I WORRY ABOUT ARE: DID THE MANUFACTURER USE ORIGINAL BENTLEY DRAWINGS AND WERE THEY THE CORRECT REVISION? THIS IS IMPORTANT AS THE BDC BENTLEY DRAWINGS ARE INCOMPLETE OR HAVE BEEN LOST! THE BDC THEMSELVES DO NOT ACCEPT RESPONSIBILITY FOR SUPPLYING THE CORRECT DRAWINGS!
THEN THERE IS THE MANUFACTURE OF THE GEARS TO CONSIDER, ARE THE GEARS MACHINED PROPERLY FROM THE CORRECT MATERIAL? HAS THE HEAT TREATMENT BEEN CARRIED OUT PROPERLY? THE GEAR MANUFACTURERS WON`T NORMALLY HAVE THEIR OWN HEAT TREATING EQUIPMENT SO WILL SEND THEM OUT TO A SPECIALIST AND DID THIS SPECIALIST CARRY OUT THE CORRECT PROCEDURE FOR THE HARDENING AND CHECK THE HARDNESS?
IT`S A POTENTIAL BAG OF WORMS AND IF NEW GEARS FITTED BY YOUR RESTORER FAIL, THEN YOU WILL BECOME EMBROILED IN A TUSSLE ABOUT WHO IS GOING TO PAY FOR THE REMEDIAL WORK CAUSED BY THIS FAILURE AS THE GEAR MANUFACTURER WILL ONLY ACCEPT LIABILITY FOR REPLACING THE GEARS AND NOT THE CONSEQUENTIAL COSTS! THIS SOUNDS A BIT HYSTERICAL BUT IT CAN HAPPEN.
THE COSTS
LET`S HAVE A LOOK AT HOW MUCH A NEW SET OF VERTICAL DRIVE AND CROSS SHAFT GEARS WILL COST.
YOUR RESTORER WILL GET THE GEARS FROM THE BDC VINTAGE SPARES SCHEME OR VINTAGE BENTLEY SPARE PARTS AND TAKING THE PRICES FROM THE VINTAGE BENTLEY SPARE PARTS ONLINE CATALOGUE, THE WHOLE SET AS OUTLINED ABOVE, NOT INCLUDING THE BRONZE SLEEVE WILL COST A STAGGERING £3788 + VAT WHICH COMES TO A GRAND TOTAL OF £4546!
I FORGET HOW MUCH THE SECOND HAND GEARS COST ME AS THEY CAME MOSTLY IN BULK PURCHASES OF BENTLEY SPARES OVER THE YEARS BUT I ESTIMATE THAT THEY COST ME AROUND £200 FOR THE LOT.
YOUR RESTORER WILL GET THE GEARS FROM THE BDC VINTAGE SPARES SCHEME OR VINTAGE BENTLEY SPARE PARTS AND TAKING THE PRICES FROM THE VINTAGE BENTLEY SPARE PARTS ONLINE CATALOGUE, THE WHOLE SET AS OUTLINED ABOVE, NOT INCLUDING THE BRONZE SLEEVE WILL COST A STAGGERING £3788 + VAT WHICH COMES TO A GRAND TOTAL OF £4546!
I FORGET HOW MUCH THE SECOND HAND GEARS COST ME AS THEY CAME MOSTLY IN BULK PURCHASES OF BENTLEY SPARES OVER THE YEARS BUT I ESTIMATE THAT THEY COST ME AROUND £200 FOR THE LOT.
THE VALVE CHEST

ABOVE A SIDE VIEW OF THE VALVE CHEST THAT SITS ON TOP OF THE CYLINDER BLOCK. IT`S FUNCTION IS TO SUPPORT THE CAMSHAFT AND BEARINGS ALSO THE ROCKER ASSEMBLIES. THERE WERE THREE VARIANTS OF THIS VALVE CHEST, ONE FOR THE EARLY 3 LITRE ENGINE WITH STEEL ROCKERS AS SHOWN ABOVE, ONE FOR THE LATE 3 LITRE ENGINE WITH ROCKER BOXES AND ONE FOR THE 4.5 LITRE ENGINE. THIS EARLY VERSION ABOVE CAN BE MACHINED TO TAKE THE ROCKER BOXES OF THE LATER 3 LITRE ENGINE AND THE 4.5 LITRE ENGINE ALTHOUGH IN THIS CASE THE SHAPE OF THE REAR END OF THE CASTING IS NOT THE SAME AS THE 4.5 LITRE ONE BUT IT`S A SMALL DETAIL THAT DOES NOT AFFECT IT`S FUNCTION.

|

|
ABOVE LEFT, A PLAN VIEW OF THE VALVE CHEST AND ABOVE RIGHT THE BORE WHERE THE BRONZE SLEEVE FOR THE TOP BEVEL SITS.
THE LATE 3 LITRE ROCKER BOXES

ABOVE A SET OF FOUR LATE 3 LITRE ROCKER BOXES. THESE WILL BE USED IF I GO WITH THE 3 LITRE BLOCK. THEY GIVE THE CORRECT ROCKER GEOMETRY FOR BEST ACTUATION OF THE VALVES. MUCH BETTER THAN THE EARLY STEEL ROCKERS!
THE 4.5 LITRE ROCKER BOXES
ABOVE, ALL THAT I HAVE AVAILABLE ARE THREE END BOXES AND ONE IS BROKEN BUT COULD BE REPAIRED. I WILL HAVE TO TRY AND FIND THE OTHERS THAT I NEED IF I GO WITH THE 4.5 LITRE BLOCK.
THE TURRET

|

|
ABOVE, VIEWS OF THE CASTING THAT THE VERTICAL DRIVE AND CROSS SHAFT GEARS ARE MOUNTED IN.

|
|
ABOVE LEFT, A SIDE VIEW. ABOVE RIGHT, I SLID THE TURRET INTO IT`S BORE IN THE CRANKCASE AND BY USING SLIP GAUGES I CHECKED ITS ALIGNMENT WITH THE TOP FACE OF THE CRANKCASE WHICH HAD BEEN LIGHTLY SKIMMED DURING THE CONVERSION BY PHOENIX CRANKSHAFTS. I NEED`NT HAVE WORRIED IT`S PERFECT!
