BUILDING THE BENTLEY COMPENSATOR ASSEMBLY
A FEW YEARS AGO I PUT TOGETHER A SET OF UNMACHINED COMPONENTS FOR BUILDING INTO A COMPENSATOR FOR MY SECOND BITSA.

ABOVE YOU CAN SEE THE PARTS THAT COMPRISED THE BASIS FOR THE COMPENSATOR. THE LEVERS CAST IN STEEL BY THE LOST WAX PROCESS WERE OBTAINED FROM PETER BUTLER AND ARE THE SAME AS THE ONES USED BY PETER BUTLERS SUCCESSORS "BENCHMARK". THE TWO OUTSIDE LEVERS SHOWN BOTTOM LEFT ARE ORIGINAL 6.5 LITRE ONES.
RECENTLEY i SOLD THE SET TO A BENTLEY BITSA BUILDER AND GAVE HIM A MASSIVE DISCOUNT OVER WHAT HE WOULD HAVE TO PAY IF PURCHASING THE COMPENSATOR FROM "BENCHMARK" THE ONLY COMMERCIAL SUPPLIER OF THIS ITEM. THIS MEANT THAT i WOULD HAVE TO DO SOME SERIOUS MACHINING IN ORDER TO FINISH OFF THE PARTS INTO A COMPLETE READY TO GO ITEM!
THE STEEL TUBING PARTS HAD ALREADY BEEN MACHINED UP BY MY FRIENDLY MACHINISTS IN COVENTRY AS AT THE TIME OF COLLECTING THE PARTS i DID NOT HAVE A LATHE CAPABLE OF HANDLING THE LARGE DIAMETER OF THE TUBING.
RECENTLEY i SOLD THE SET TO A BENTLEY BITSA BUILDER AND GAVE HIM A MASSIVE DISCOUNT OVER WHAT HE WOULD HAVE TO PAY IF PURCHASING THE COMPENSATOR FROM "BENCHMARK" THE ONLY COMMERCIAL SUPPLIER OF THIS ITEM. THIS MEANT THAT i WOULD HAVE TO DO SOME SERIOUS MACHINING IN ORDER TO FINISH OFF THE PARTS INTO A COMPLETE READY TO GO ITEM!
THE STEEL TUBING PARTS HAD ALREADY BEEN MACHINED UP BY MY FRIENDLY MACHINISTS IN COVENTRY AS AT THE TIME OF COLLECTING THE PARTS i DID NOT HAVE A LATHE CAPABLE OF HANDLING THE LARGE DIAMETER OF THE TUBING.

ABOVE IS A PARTIAL IMAGE OF THE VINTAGE BENTLEY FACTORY LAYOUT DRAWING. OF THE EARLY 3 LITRE VERSION OF THE FOUR WHEEL BRAKING COMPENSATOR. THE VERSION THAT YOU WILL SEE IN PROGRESS IS THE 6.5 LITRE VERSION WHICH WAS USED ON ALL MODELS 4.5 LITRE AND ABOVE. THE LEVERS ARE DRILLED WITH MULTIPLE HOLES SO THAT THE BRAKING RATIOS BETWEEN LEVERS CAN BE FINE TUNED.
THE BENTLEY COMPENSATOR IS, IN MY OPINION,IS THE BEST MECHANICAL COMPENSATING SYSTEM THAT I`VE SEEN TO DATE AND IT WORKS WELL IN EQUALISING THE BRAKING FORCE BETWEEN THE FOUR WHEELS BUT, AS IS USUAL FOR BENTLEY COMPONENTS, IT`S BUILT LIKE A BRICK OUTHOUSE
THE BASIS OF THE COMPENSATOR IS THE THREE "WHIFFLE TREE" LEVER SYSTEMS THAT ARE USED. THE FIRST IS INCORPORATED IN THE MAIN LEVER THAT IS CONNECTED TO THE BRAKE PEDAL AND THIS EQUALISES THE BRAKING FORCE BETWEEN THE LEFT AND RIGHT HAND SIDE OF THE CAR. THEN THE WHIFFLE TREES AT THE OUTER ENDS OF THE COMPENSATOR ASSEMBLY EQUALISE THE BRAKING FORCE BETWEEN THE FRONT AND REAR WHEELS.
THE BENTLEY COMPENSATOR IS, IN MY OPINION,IS THE BEST MECHANICAL COMPENSATING SYSTEM THAT I`VE SEEN TO DATE AND IT WORKS WELL IN EQUALISING THE BRAKING FORCE BETWEEN THE FOUR WHEELS BUT, AS IS USUAL FOR BENTLEY COMPONENTS, IT`S BUILT LIKE A BRICK OUTHOUSE
THE BASIS OF THE COMPENSATOR IS THE THREE "WHIFFLE TREE" LEVER SYSTEMS THAT ARE USED. THE FIRST IS INCORPORATED IN THE MAIN LEVER THAT IS CONNECTED TO THE BRAKE PEDAL AND THIS EQUALISES THE BRAKING FORCE BETWEEN THE LEFT AND RIGHT HAND SIDE OF THE CAR. THEN THE WHIFFLE TREES AT THE OUTER ENDS OF THE COMPENSATOR ASSEMBLY EQUALISE THE BRAKING FORCE BETWEEN THE FRONT AND REAR WHEELS.

ABOVE YOU CAN SEE THE MAIN LEVER BEING ROUGH BORED TO WITHIN A FEW THOUSANTHS OF AN INCH OF NOMINAL, READY TO BE REAMED TO SIZE BY THE FANTASTIC DAVID BROWN FLOATING REAMER.

ABOVE THE LEVERS THAT WERE SMALL ENOUGH TO BE TURNED ON MY BOXFORD VSL 5" PRECISION LATHE WERE ROUGHED OUT TO SIZE AND THE BORES AS WELL.

ABOVE THE ROUGHED OUT SMALLER LEVERS READY FOR FINISH BORING AND SURFACE GRINDING, SHOWN ON THE LEFT THE DELECTABLE DAVID BROWN REAMER.

ABOVE YOU CAN SEE THE DAVID BROWN REAMER IN ACTION. PLEASE DON`T LOOK AT THE "MICKEY MOUSE" CLAMPING SYSTEM, IT`S WORTH A LAUGH BUT IT WORKED! THIS WAS CARRIED OUT ON THE "ALFRED HERBERT" TWO PILLAR DRILLING MACHINE WHICH HAS THE LOW SPEEDS NECESSARY FOR THIS SIZE OF REAMER.
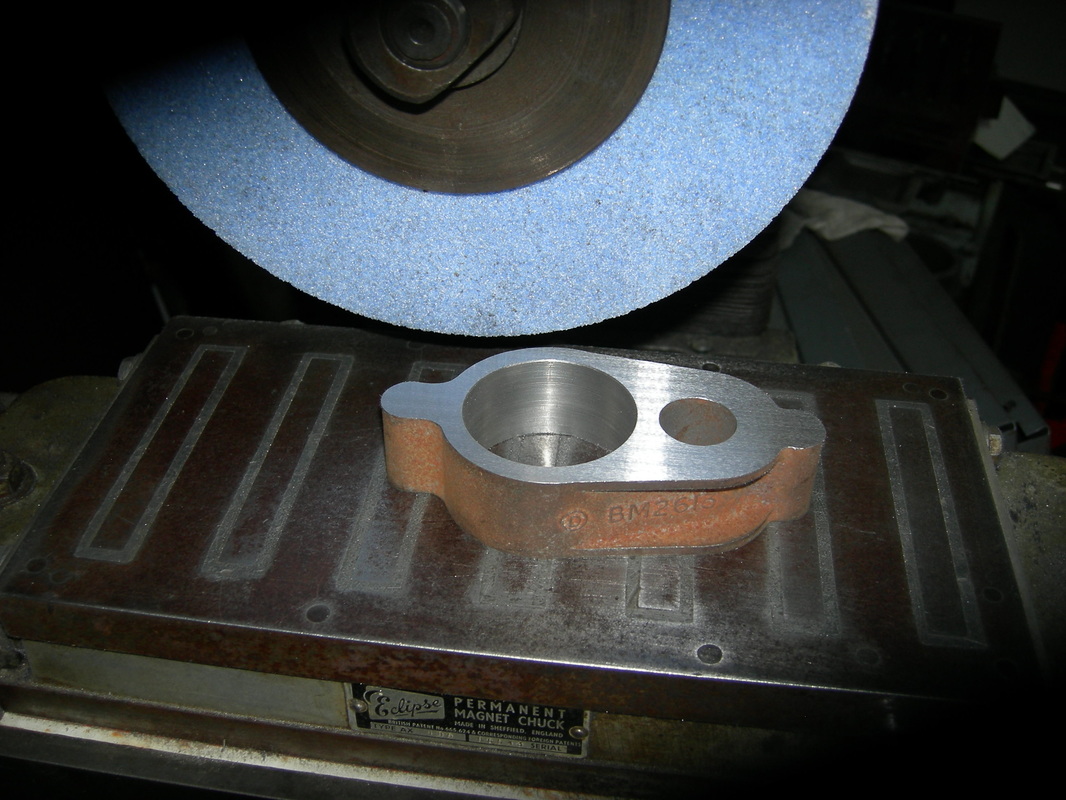
ABOVE THE EAGLE SURFACE GRINDER FINISHING OFF A LEVER TO SIZE. GRINDING WAS NOT DONE ON THE ORIGINAL BENTLEY LEVERS WHICH WERE JUST FINISH MACHINED TO SIZE. THE GRINDING LEAVES A NICE SURFACE FINISH THAT MINIMISES WEAR ON THE BRONZE LEAVES THAT ARE PLACED BETWEEN THE ROTATING LEVERS.

ABOVE IS SHOWN THE SUPER RAGLAN VERTICAL MILLING MACHINE BUILT BY MYFORD AFTER TAKING OVER THE RAGLAN COMPANY. THE LEVER ON THE RIGHT OF THE HEAD IS THE SPEED CONTROL LEVER THAT SETS THE SPEED ON THE VARIABLE SPEED DRIVE.

ABOVE YOU CAN SEE THE FINISH ON THE LEVER BEING ROUGHED OUT BY THE "ARRAND" MILLING CUTTER WHICH USES REPLACEABLE CARBIDE INSERTS
.
.
ANOMALIES IN THE BENTLEY DRAWING DIMENSIONING
PROBABLY ONLY KNOWN BY THOSE THAT USE THE ORIGINAL DRAWINGS SUPPLIED BY THE BENTLEY DRIVERS CLUB IS THAT THE DIMENSIONING AND TOLERANCING OF ORIGINAL FACTORY DRAWINGS HAS TO BE EXAMINED CLOSELY, AS OTHERWISE PROBLEMS CAN OCCUR WITH PARTS THAT DO NOT FIT TOGETHER.
IT HAS TO BE SAID THAT BENTLEY CARS WERE HAND BUILT AND THE DRAWINGS WERE NOT, IN MANY CASES, SUITABLE FOR INTERCHANGEABILITY OF PARTS!
IT HAS TO BE SAID THAT BENTLEY CARS WERE HAND BUILT AND THE DRAWINGS WERE NOT, IN MANY CASES, SUITABLE FOR INTERCHANGEABILITY OF PARTS!
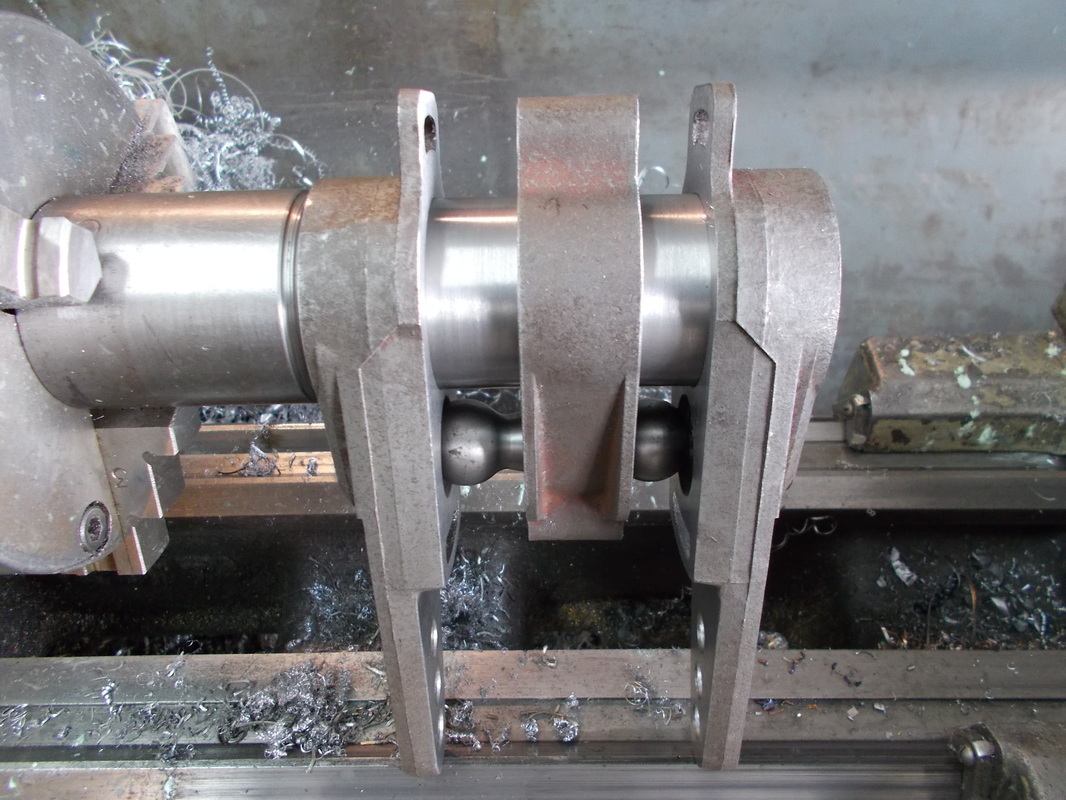
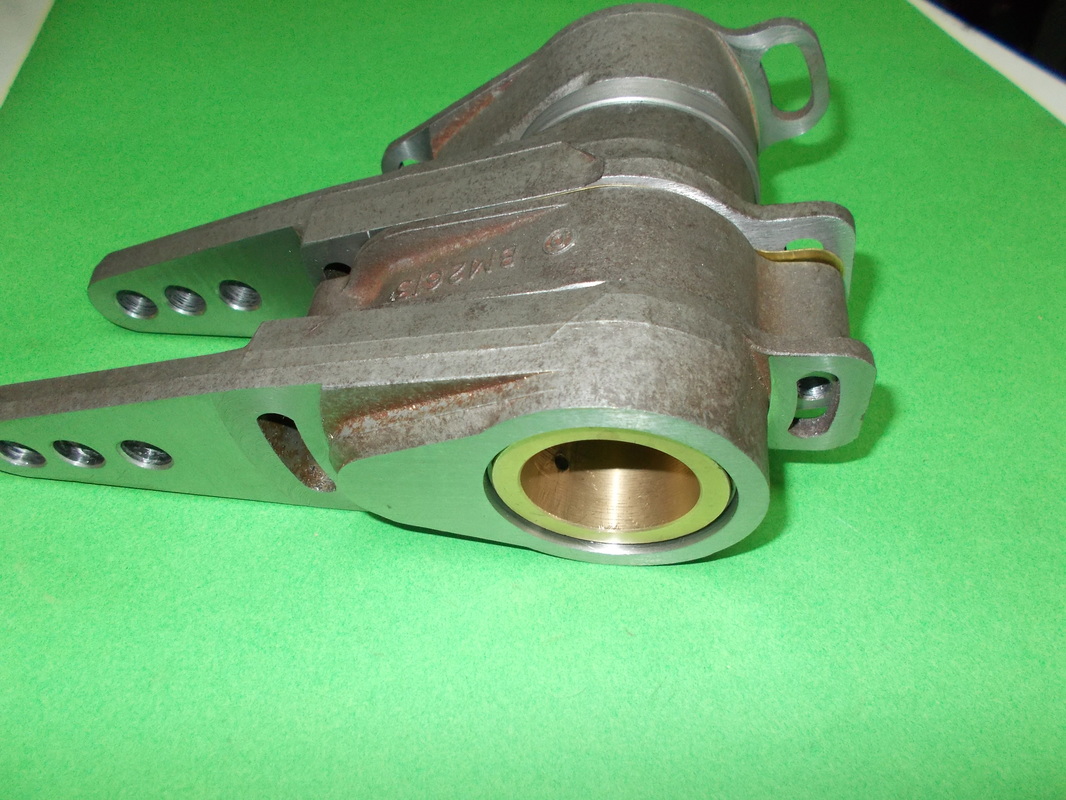
ONE SUCH CASE IS SHOWN ABOVE, I HAVE ASSEMBLED A WHIFFLE TREE ON A MANDREL IN ORDER TO CHECK IT`S FUNCTION, BUT IN THE ASSEMBLY PROCESS ON THE ACTUAL TUBE, THE LEVER ON THE LEFT, BM6310 HAS TO SLIDE OVER THE LARGER DIAMETER ON THE TUBE DEDICATED TO CENTRE ARM BM2613
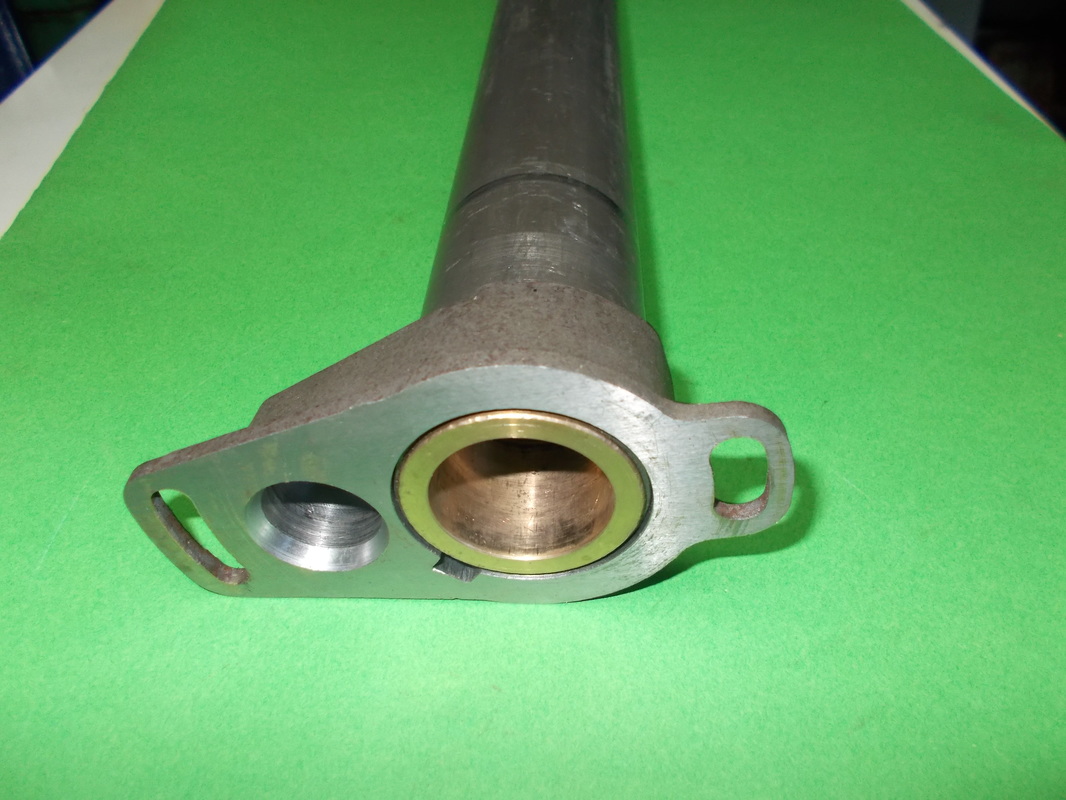
IN THIS PHOTO YOU CAN SEE THE .ROD THAT HAS THREE SPHERICAL DIAMETERS MACHINED ON IT. THE CENTRE ARM IS KEYED TO THE TUBE SO THAT WHEN THE TUBE ROTATES ABOUT IT`S AXIS, THE TORQUE IS DISTRIBUTED EVENLY BETWEEN THE TWO OUTSIDE LEVERS.
IN THIS PHOTO YOU CAN SEE THE .ROD THAT HAS THREE SPHERICAL DIAMETERS MACHINED ON IT. THE CENTRE ARM IS KEYED TO THE TUBE SO THAT WHEN THE TUBE ROTATES ABOUT IT`S AXIS, THE TORQUE IS DISTRIBUTED EVENLY BETWEEN THE TWO OUTSIDE LEVERS.
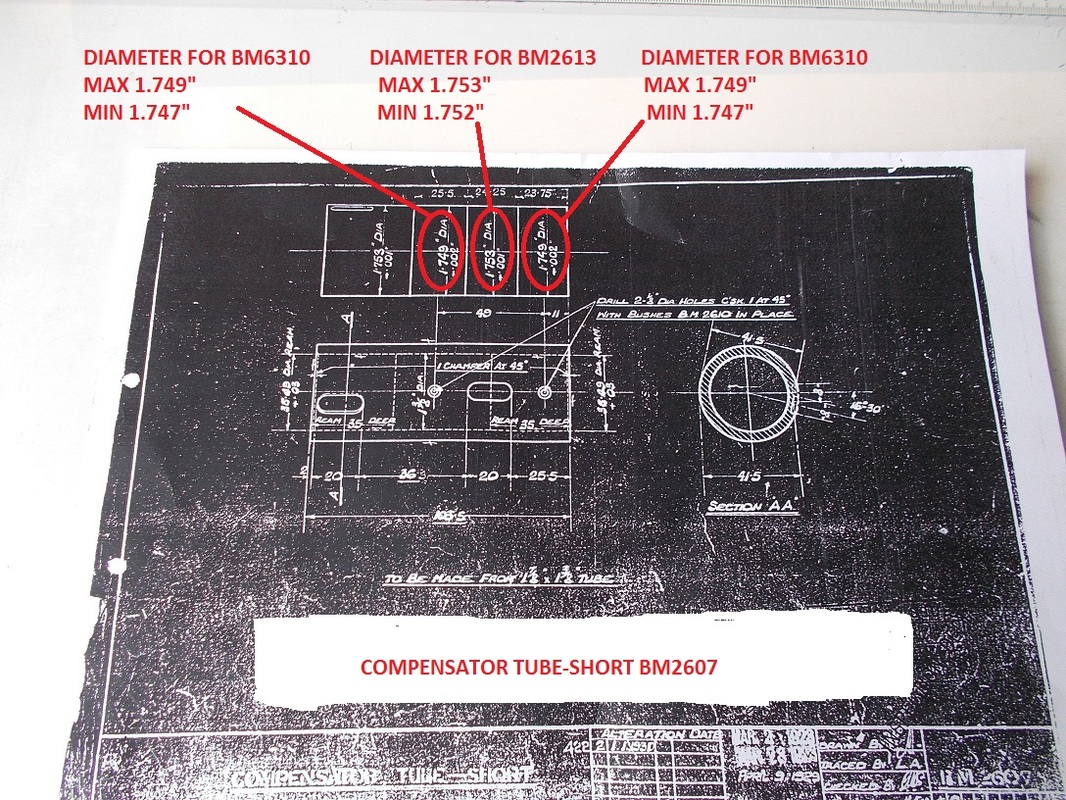
ABOVE IS DRAWING BM2607 THAT I`VE MARKED UP WITH THE MAXIMUM AND MINIMUM LIMITS INTERPOLATED FROM THE PLUS AND MINUS LIMITS SHOWN ON THE DRAWING..NOTE THE MAXIMUM DIAMETER ALLOWED FOR BM2613 IS 1.753"
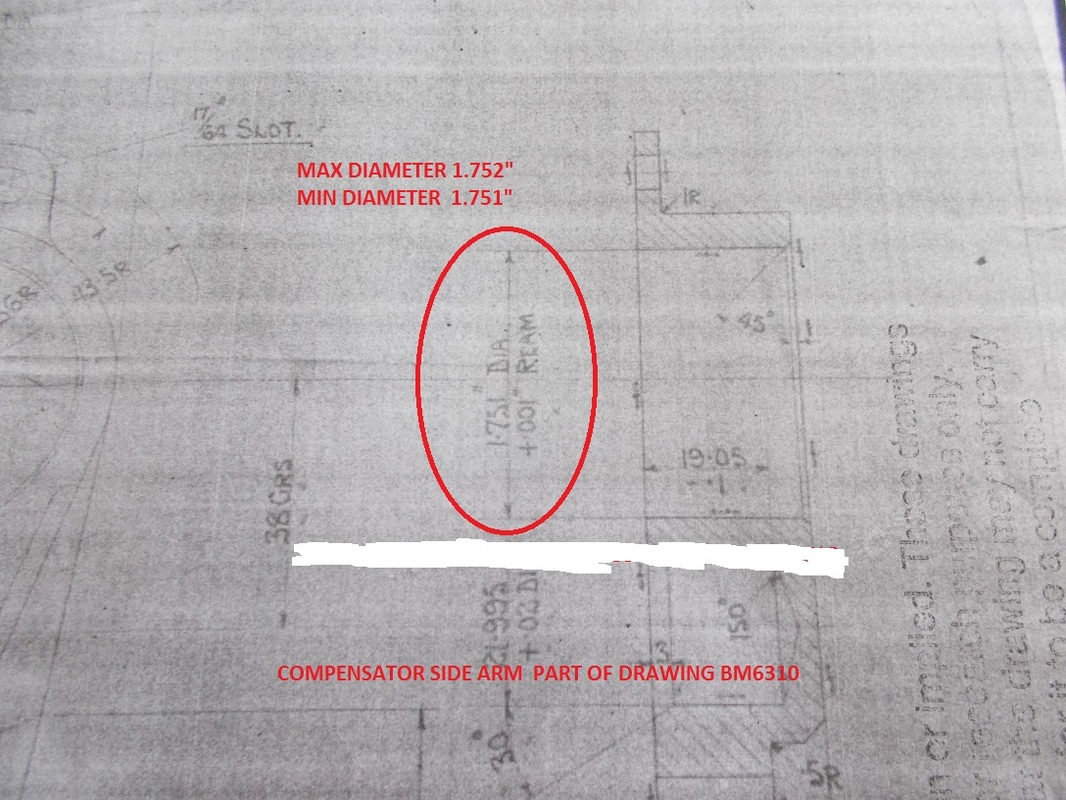
ABOVE IS SHOWN AN EXTRACT FROM SIDE ARM LEVER DRAWING BM6310 AND THE MINIMUM DIAMETER ALLOWED IS 1.751" SO IF THE COMPONENTS ARE SUPPLIED WITH A MAXIMUM DIAMETER OF 1.753" AND A BORE OF 1.751" THEN THERE IS NO WAY THAT THE LEVER CAN BE SLID OVER THE DIAMETER AS THERE IS AN INTERFERENCE OF 0.002"
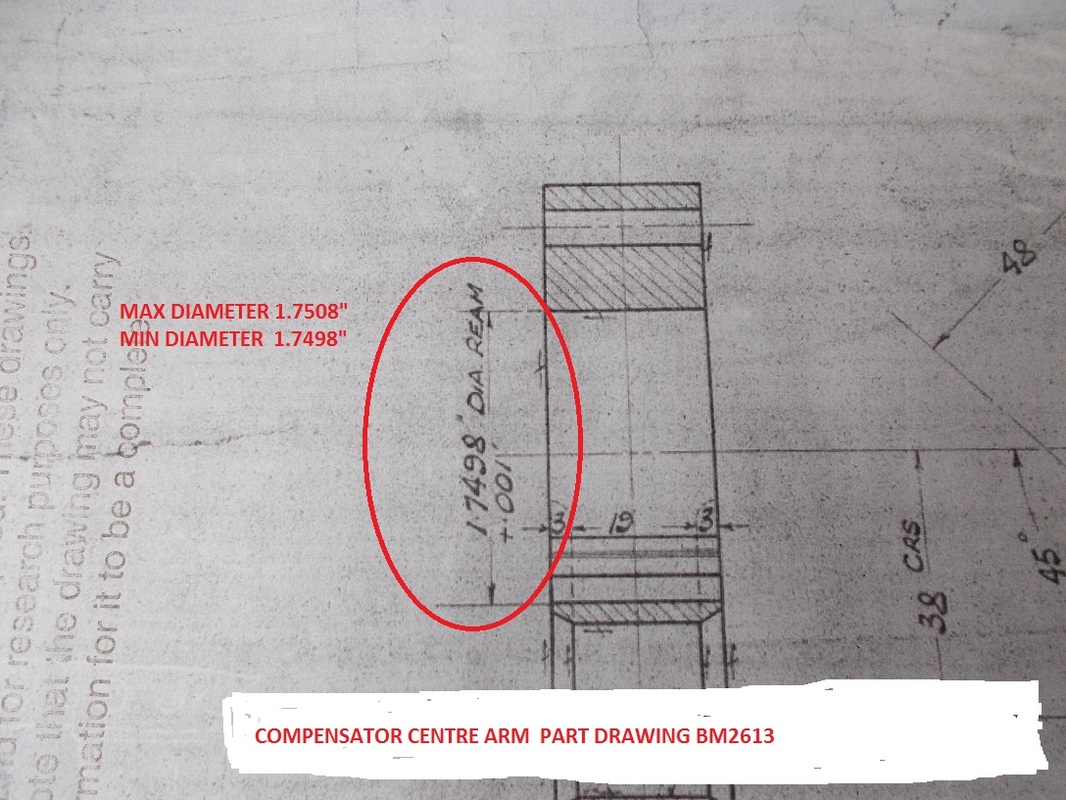
ABOVE IS AN EXTRACT FROM DRAWING BM2613 IN WHICH THE MINIMUM ALLOWED DIAMETER IS 1.7498" WHICH IS ALMOST 1.750" LOOKING AT DRAWING BM2607 THE MAXIMUM DIAMETER ALLOWED FOR THIS CENTRE ARM IS 1.753", AGAIN WE HAVE A SITUATION WHERE THERE IS AN INTERFERENCE OF ALMOST 0.003". NOW IN THIS CASE A SMALL INTERFERENCE OF SAY, 0.0002" WOULD BE IN ORDER BUT TO PRESS ON THE LEVER WITH A 0.003" INTERFERENCE, WHICH WOULD BE JUST POSSIBLE WTH A HYDRAULIC PRESS IS NOT APPROPRIATE AND WOULD NOT ALLOW THE PARTS TO BE EASILY DISMANTLED..
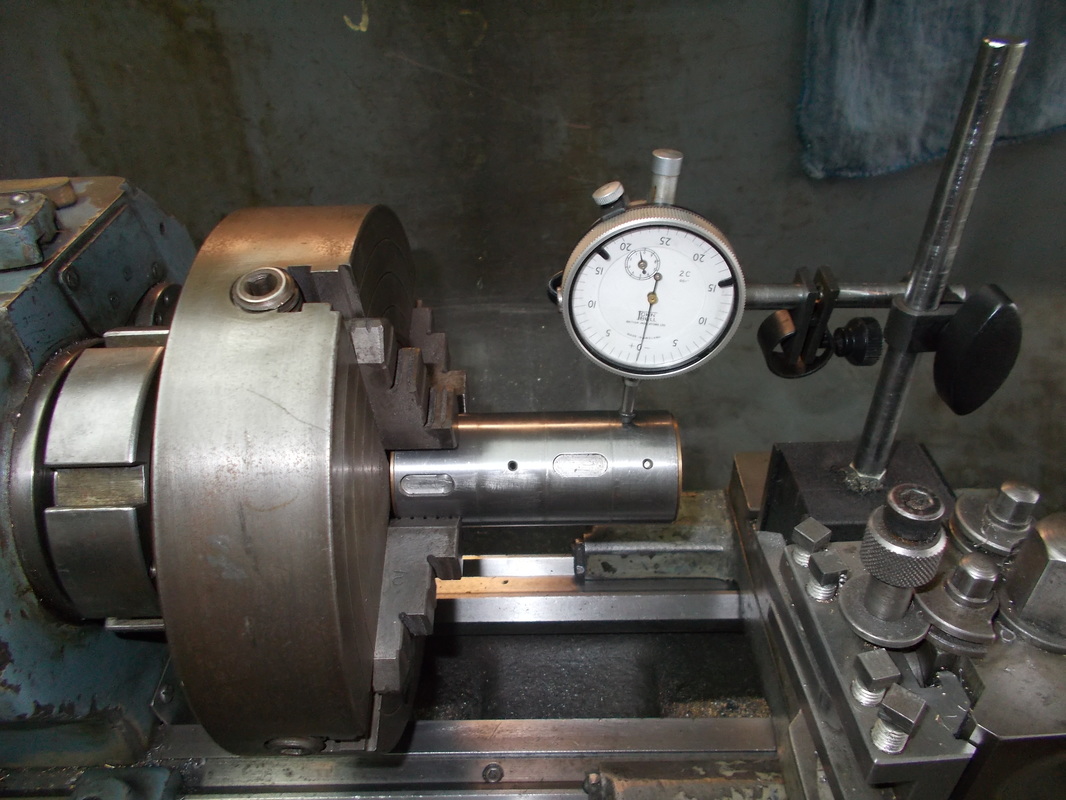
UNFORTUNATELY MY EXPERT MACHINISTS HAD SUPPLIED THE TUBES WITH THE MAXIMUM ALLOWABLE DIAMETER FOR THE CENTRE ARMS SO THAT I HAD TO SET UP THE SMALL TUBE IN A 4 JAW CHUCK AND ADJUST THE JAWS TO GIVE ZERO RUN OUT. THEN I TURNED OFF 0.0015" FROM IT`S DIAMETER.WHICH ALLOWED A LEVER TO JUST SLIDE OVER THE DIAMETER.

THEN IT WAS THE SAME THING FOR THE LONG TUBE
THEN WHAT I HAD TO DO WAS TO MARK THE LEVERS THAT WERE DEDICATED TO THE SHORT TUBE AND THE LONG TUBE SO THAT IF THEY WERE DISASSEMBLED FOR PAINTING OR MAINTENANCE THE PARTS COULD BE REASSEMBLED IN THEIR CORRECT PLACES ON THE TUBES.
THEN WHAT I HAD TO DO WAS TO MARK THE LEVERS THAT WERE DEDICATED TO THE SHORT TUBE AND THE LONG TUBE SO THAT IF THEY WERE DISASSEMBLED FOR PAINTING OR MAINTENANCE THE PARTS COULD BE REASSEMBLED IN THEIR CORRECT PLACES ON THE TUBES.

ABOVE, MACHINING THE LEVER LUGS ON THE ROTARY TABLE

|

|
ABOVE, I USED MY ASTRA BENCHTOP SLOTTING MACHINE TO CUT THE KEYWAYS IN THE FOUR STATIONARY LEVERS.
NOTES ON THE FITTING OF THE KEYS IN THE COMPENSATOR
THE SEATINGS FOR THE KEYS IN THE TUBES HAD BEEN CUT BETWEEN 0.001" TO 0.002" OVERSIZE ON THEIR WIDTHS SO THAT THE KEYS THAT I HAD IN STOCK WERE UNDERSIZED. IT`S IMPORTANT THAT THE KEYS ARE A SNUG PRESS FIT IN THEIR SEATINGS SO THAT THERE IS NO MOVEMENT THAT COULD CAUSE FIDGETING.
i TOOK A LENGTH OF 10mm KEYSTEEL AND MILLED IT DOWN TO 8mm WIDTH PLUS 0.005" AND THEN GROUND THE WIDTH TO IT`S FINAL THICKNESS OF PLUS 0.0025".
AS THE DRAWINGS CALL FOR A RADIUS ON THE INNER CORNERS OF THE SLOTS, I FILED THE KEY BLANK CORNERS TO SUIT. THEN USING THE BLANK AS A GAUGE, I GENTLY FILED THE SIDES OF THE SLOTS WITH A FINE FILE SO THAT THE BLANK WAS A TIGHT SLIDING FIT IN THE SLOTS.
THEN CUTTING THE BLANK INTO FOUR INDIVIDUAL KEYS, I FILED THE PORTION THAT ENGAGED IN THE SEATINGS TO BE A PRESS FIT IN EACH INDIVIDUAL SEATING AND RADIUSED THE ENDS BEFORE PRESSING INTO THE SEATINGS.
BY DOING THIS I ENSURED THAT THE FIXED LEVERS WERE HELD IN PLACE BY THE SLIGHT INTERFERENCE ON THEIR DIAMETERS AND NOT BY JAMMING THE KEYS IN THE SLOTS. IT`S A LOT OF WORK BUT NECESSARY.
i TOOK A LENGTH OF 10mm KEYSTEEL AND MILLED IT DOWN TO 8mm WIDTH PLUS 0.005" AND THEN GROUND THE WIDTH TO IT`S FINAL THICKNESS OF PLUS 0.0025".
AS THE DRAWINGS CALL FOR A RADIUS ON THE INNER CORNERS OF THE SLOTS, I FILED THE KEY BLANK CORNERS TO SUIT. THEN USING THE BLANK AS A GAUGE, I GENTLY FILED THE SIDES OF THE SLOTS WITH A FINE FILE SO THAT THE BLANK WAS A TIGHT SLIDING FIT IN THE SLOTS.
THEN CUTTING THE BLANK INTO FOUR INDIVIDUAL KEYS, I FILED THE PORTION THAT ENGAGED IN THE SEATINGS TO BE A PRESS FIT IN EACH INDIVIDUAL SEATING AND RADIUSED THE ENDS BEFORE PRESSING INTO THE SEATINGS.
BY DOING THIS I ENSURED THAT THE FIXED LEVERS WERE HELD IN PLACE BY THE SLIGHT INTERFERENCE ON THEIR DIAMETERS AND NOT BY JAMMING THE KEYS IN THE SLOTS. IT`S A LOT OF WORK BUT NECESSARY.

FINAL ASSEMBLY OF THE SUB ASSEMBLY RIGHT HAND SIDE WHIFFLE TREE

ABOVE, IT`S VERY IMPORTANT TO CHECK THAT THE KEYS THAT SIT IN THE SLOTS ARE FULLY PRESSED INTO THE BOTTOM OF THE SLOT. YOU CAN`T EYEBALL THIS SO THE METHOD TO CHECK IS TO MEASURE THE DISTANCE FROM THE BOTTOM OF THE SLOT TO THE BOTTOM OF THE TUBE. IN THIS INSTANCE THE DIMENSION WAS 1.625". THE THICKNESS OF THE KEY 0.275", SO BY ADDING THESE TWO DIMENSIONS TOGETHER THE TOTAL OF 1.900" WAS OBTAINED. AFTER PRESSING THE KEY INTO THE SLOT AN OVERALL DIMENSION OF 1.900" WAS OBSERVED, SO THAT PROVED THAT THEY KEY WAS FULLY ENGAGED IN THE SLOT. THIS WAS DONE IN ALL CASES.

ABOVE, THE NEXT STEP IS TO PRESS OR LIGHTLY DRIVE THE STATIC LEVER FOR THE CENTRE WHIFFLE TREE ONTO THE TUBE AND SLIDE THE SPACER ONTO IT AS WELL

THEN SLIDE THE INNER LEVER OVER THE STATIC LEVER DIAMETER. IT`S BEST TO DRIVE IT STRAIGHT AS IF IT IS WRUNG OVER THE DIAMETER THERE WILL BE A TENDENCY FOR THE TWO DIAMETERS TO "PICK UP" AND JAM TOGETHER DUE TO THE ALMOST INTERFERENCE FIT. THEN SLIDE THE BRONZE LEAF ONTO THE TUBE.

THEN PRESS IN THE KEY AND CHECK THAT IT IS BOTTOMING IN THE SLOT.

DRIVE ON THE STATIC LEVER AND THEN INSERT THE WHIFFLE TREE PIN.
SLIDE THE BRONZE LEAF AND THE END LEVER INTO PLACE AND THE ASSEMBLY IS COMPLETE.
ASSEMBLY OF THE LEFT HAND SIDE WHIFFLE TREE
ABOVE, THE STATIC LEVER FOR THE CENTRE WHIFFLE TREE IS FITTED TO THE LONG TUBE AFTER THE USUAL KEY FITTING PROCEDURE.

THEN THE LEFT HAND SIDE WHIFFLE TREE IS ASSEMBLED ON THE OUTER END OF THE LONG TUBE EXACTLY AS WAS DONE ON THE RIGHT HAND SIDE WHIFFLE TREE. YOU CAN SEE THAT A 1/4" BSF SCREW IS ASSEMBLED WITH WASHERS AND DOUBLE SPRING WASHERS THROUGH THE LUGS ON THE LEVERS, THIS IS NOT EXACTLY AS IT SHOULD BE BUT IS ONLY A TEMPORARY LASH UP TO CHECK THE DRAG. EACH OF THE WHIFFLE TREE ASSEMBLIES HAS TWO SUCH BOLT ASSEMBLIES FITTED TO THEM. THIS WAS INTENDED BY THE DESIGNER TO IMPART A DRAG ON THE ACTION OF THE WHIFFLE TREE. MORE OF THIS LATER AS I WILL HAVE TO PICK UP THE BOLTS FROM MY WORKSHOP IN FRANCE ON MY WAY TO THE UK.
ASSEMBLING THE CENTRE WHIFFLE TREE

ABOVE IS SHOWN THE COMPONENTS FOR THE CENTRE WHIFFLE TREE. NOTE THAT THE STATIC LEVERS EITHER SIDE OF THE MAIN BRAKING LEVER FOR THIS ASSEMBLY ARE FITTED TO THE ENDS OF THE SHORT AND LONG TUBES.
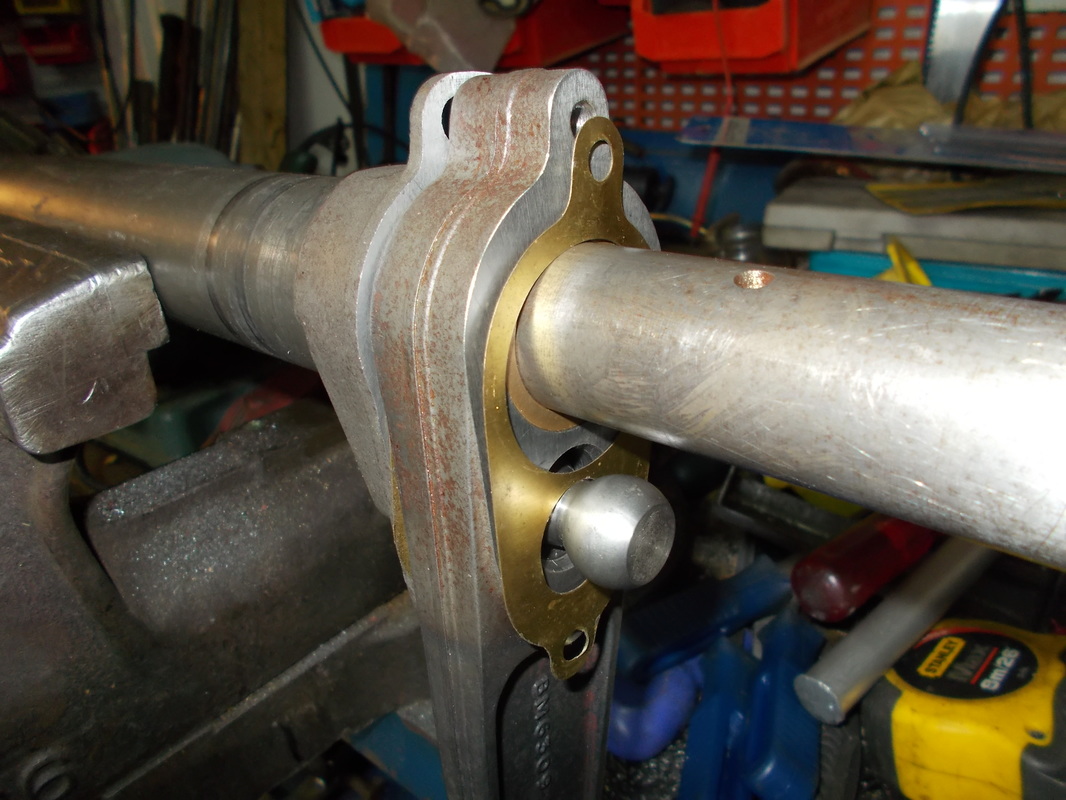
ABOVE, THE LONG TUBE IS SHOWN BEING HELD IN THE VICE AND NOW HAS THE CENTRE TUBE SLID INTO POSITION. THE BRONZE LEAVES AND THE MAIN LEVER ARE SHOWN MOUNTED ONTO THE CENTRE TUBE AND THE PIN HAS BEEN INSERTED

HERE YOU CAN SEE THAT THE RIGHT HAND SIDE WHIFFLE TREE ASSEMBLY HAS BEEN SLID ONTO THE CENTRE SHAFT READY TO BE ASSEMBLED WITH THE CENTRE WHIFFLE TREE.

THE MAIN ASSEMBLY IS NOW COMPLETED. THERE ARE JUST SOME MINOR DETAILS TO BE ATTENDED TO FOR FINAL COMPLETION.

HERE IS THE FINISHED COMPENSATOR. THE KEYS FOR THE HANDBRAKE LEVERS WERE MACHINED UP FROM LARGER KEY STOCK AS I FOUND THAT THERE WAS NO 6mm KEY STEEL IN STOCK. THEN THE ORIGINAL LEVERS WERE FITTED AND HERE YOU CAN SEE THE COMPENSATOR JUST PRIOR TO BEING COLLECTED.
