BUILDING THE 3 & 4.5 LITRE STEERING COLUMN HAND CONTROLS
THIS SECTION IS INTENDED TO ENABLE AN AMATEUR BITSA MACHINIST TO BUILD THE STEERING COLUMN HAND CONTROL UNIT WHICH WAS COMMON TO BOTH THE 3 AND 4.5 LITRE CARS.

ABOVE YOU CAN SEE A 3 LITRE STEERING COLUMN AND THE HAND CONTROL UNIT, THAT IS NORMALLY SITUATED INSIDE THE COLUMN TUBE, PLACED IN FRONT TO SHOW THE WHOLE THING. LEVERS MOUNTED AT THE BOTTOM OF THE TUBES PROTRUDING FROM THE BOTTOM OF THE STEERING BOX CONTROL THE SLOW RUNNING AND THE ADVANCE AND RETARD OF THE ENGINE TIMING.

IN THE ABOVE PHOTO OF THE ORIGINAL LE MANS BIRKIN BLOWER THE HAND CONTROLS CAN BE CLEARLY SEEN IN THE CENTRE OF THE STEERING WHEEL BUT ON THE BIRKIN CARS THE THROTTLE LEVER THAT CONTROLS THE ENGINE SLOW RUNNING IS OMITTED AND ONLY THE RIGHT HAND SIDE LEVER THAT CONTROLS THE ADVANCE AND RETARD IS USED. NOTE THAT THE DOME THAT COVERS THE LEVERS IS PAINTED BLACK.
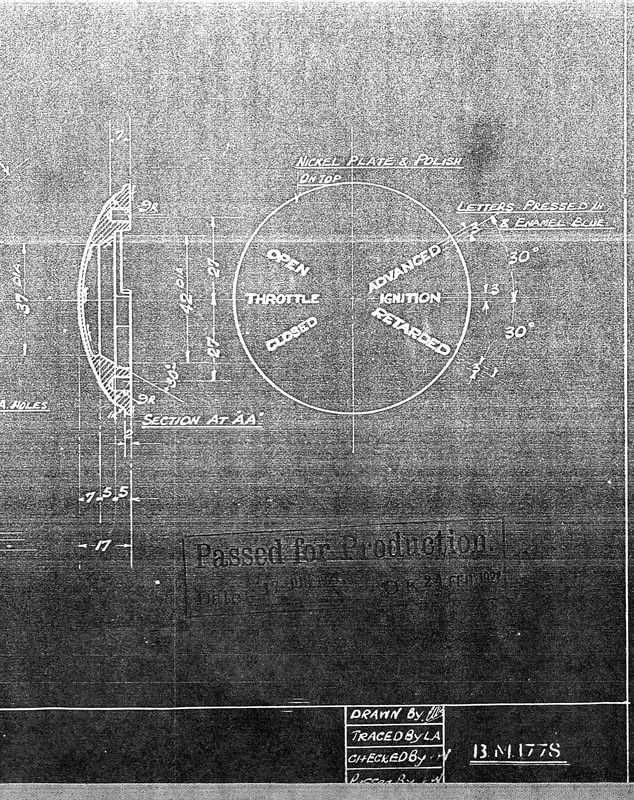
ABOVE AN EXTRACT FROM THE DRAWING OF THE DOME THAT COVERS THE LEVERS BM 1778. CLEARLY STATED ON THE DRAWING IS THE INSTRUCTION "NICKEL PLATE AND POLISH ON TOP" AND "LETTERS PRESSED IN & ENAMEL BLUE". THIS IS HOW IT SHOULD BE BUT THERE ARE PEOPLE OFFERING THESE DOMES STATING THAT THEY ARE MADE TO THE ORIGINAL SPECIFICATION OF BLACK FINISH WITH LEAD FILLING IN THE LETTERING.
WHAT IS CORRECT?
WHAT IS CORRECT?
WHAT IS NEEDED TO CARRY OUT THE BUILD?
TOOLS
THE MOST IMPORTANT TOOL THAT YOU WILL NEED ARE COPIES OF THE ORIGINAL DRAWINGS WHICH ARE AVAILABLE FROM THE BDC. THEY WILL COST YOU A WHOPPING £250!
ALSO NEEDED ARE TAPS AND DIES FOR THE TUBES 7/16" AND 5/8" DIA X 26TPI WHITWORTH ALSO 1/4" BSF. AND 2BA.
ALSO NEEDED ARE TAPS AND DIES FOR THE TUBES 7/16" AND 5/8" DIA X 26TPI WHITWORTH ALSO 1/4" BSF. AND 2BA.
MACHINERY
YOU WILL NEED A 3.5 INCH LATHE THAT HAS A MINIMUM SPINDLE BORE OF 11/16". A SMALL MILLING MACHINE WITH A ROTARY TABLE AND A SMALL DRILLING MACHINE WITH A VICE.
MATERIALS REQUIRED
ORIGINALLY, PRECISION 7/16" AND 5/8" TUBING WERE SPECIFIED FOR THE TWO TUBES COMPRISING THE LONGITUDINAL PART OF THE HAND CONTROL ASSEMBLY. UNFORTUNATELY, THE ONLY PLACE TO FIND THEM IN THE ORIGINAL MILD STEEL SPECIFICATION IS FROM THE USA WHICH WILL COST A FORTUNE AND COME IN 6 METRE LENGTHS. THE ALTERNATIVE IS TO USE METRIC STAINLESS STEEL SEAMLESS TUBING INTENDED FOR INSTRUMENTATION IN THE OIL INDUSTRY. I FOUND SOME 16mm DIAX1.5mm WALL THICKNESS AND 12MM DIAX 2mm WALL THICKNESS STAINLESS STEEL TUBING HERE IN OSLO AND A I.5 METRE LENGTH OF EACH COST OVER £200. THEY WILL HAVE TO BE MACHINED TO SUIT THE ASSEMBLY AND I WILL EXPLAIN HOW DURING THE MACHINING PHASE
THE BODY (OR BOX AS BENTLEY CALLED IT) OF THE HAND CONTROL UNIT WAS ORIGINALLY MACHINED FROM BRASS PRESSINGS. OF COURSE THE TOOLING IS NO LONGER AVAILABLE FOR THIS AND NOW THEY ARE USUALLY CAST IN BRONZE, USING ORIGINAL PARTS AS PATTERNS, WHICH DOES NOT GIVE THE QUALITY NECESSARY. THE OTHER ALTERNATIVE IS TO MACHINE THE PARTS FROM SOLID BRONZE OR BRASS. TOOLING WILL HAVE TO BE MANUFACTURED TO MACHINE THESE PARTS IN BOTH CASES!
THE CENTRAL ROD OF 1/4" DIA BRIGHT DRAWN MILD STEEL CAN STILL BE FOUND IN THE UK
THE BODY (OR BOX AS BENTLEY CALLED IT) OF THE HAND CONTROL UNIT WAS ORIGINALLY MACHINED FROM BRASS PRESSINGS. OF COURSE THE TOOLING IS NO LONGER AVAILABLE FOR THIS AND NOW THEY ARE USUALLY CAST IN BRONZE, USING ORIGINAL PARTS AS PATTERNS, WHICH DOES NOT GIVE THE QUALITY NECESSARY. THE OTHER ALTERNATIVE IS TO MACHINE THE PARTS FROM SOLID BRONZE OR BRASS. TOOLING WILL HAVE TO BE MANUFACTURED TO MACHINE THESE PARTS IN BOTH CASES!
THE CENTRAL ROD OF 1/4" DIA BRIGHT DRAWN MILD STEEL CAN STILL BE FOUND IN THE UK

|

|
ABOVE YOU CAN SEE BRONZE CASTINGS OF THE LEVER BOX BOTTOM CAST FROM AN ORIGINAL. WHAT HAPPENS IS THAT THE LIP AROUND THE LEVER OPENING HAS BEEN LOST. THIS CASTING CANNOT BE USED TO CREATE AN AUTHENTIC LOOKING PART AND IS SCRAP!

ABOVE IS ONE THAT I BOUGHT FROM A WELL KNOWN MANUFACTURER OF BENTLEY SPARES. YOU CAN SEE THAT THE CASTING SHOWN EARLIER HAS TO BE MACHINED AS SHOWN HERE AND IS WRONG! I WILL MAKE PATTERNS SO THAT THE PARTS CAN BE CAST TO LOOK AS GOOD AS THE ORIGINALS.
MAKING A START 22/03/20
UNFORTUNATELY DUE TO PRESSURE OF WORK I`VE BEEN UNABLE TO MAKE ANY FURTHER PROGRESS ON THIS INTERESTING PROJECT FOR A LONG TIME BUT NOW, WITH THE THREAT OF THE CORONA VIRUS HANGING OVER US, IT`S TIME TO GET CRACKING!
TRYING TO GET ANY CASTINGS DONE IN OSLO IS FRANKLY DIFFICULT, AND WITH COMPANIES SHUTTING DOWN BOTH TEMPORARILY AND PERMANENTLY DUE TO THE VIRUS, THIS PROBABILITY IS REDUCED TO ALMOST ZERO.
TO OVERCOME THIS PROBLEM, I`VE BEEN LOOKING AT MAKING THE WHOLE UNIT BY MACHINING THE PARTS FROM THE SOLID. IT CAN BE DONE BUT SOME PARTS WILL BE VERY TIME CONSUMING TO PRODUCE TO AN ACCEPTABLE STANDARD AS THERE IS NO POINT IN DOING THIS UNLESS THE FINISHED UNIT IS AS GOOD OR BETTER THAN THE ORIGINAL
TRYING TO GET ANY CASTINGS DONE IN OSLO IS FRANKLY DIFFICULT, AND WITH COMPANIES SHUTTING DOWN BOTH TEMPORARILY AND PERMANENTLY DUE TO THE VIRUS, THIS PROBABILITY IS REDUCED TO ALMOST ZERO.
TO OVERCOME THIS PROBLEM, I`VE BEEN LOOKING AT MAKING THE WHOLE UNIT BY MACHINING THE PARTS FROM THE SOLID. IT CAN BE DONE BUT SOME PARTS WILL BE VERY TIME CONSUMING TO PRODUCE TO AN ACCEPTABLE STANDARD AS THERE IS NO POINT IN DOING THIS UNLESS THE FINISHED UNIT IS AS GOOD OR BETTER THAN THE ORIGINAL
LOOKING AT THE ORIGINAL DRAWINGS I`M STRUCK BY THE ABSENCE OF ANY MACHINING TOLERANCES ON THE PARTS. THIS MEANS THAT THERE IS NO PROBABILITY THAT PARTS ARE INTERCHANGEABLE WITH EACH OTHER AND THAT THE UNITS WERE HAND FITTED TOGETHER TO MAKE THEM WORK AS THEY SHOULD. THE BENTLEY DRAWINGS ALTHOUGH LOOKING PROFESSIONAL, DO CONTAIN SEVERAL MISTAKES WHICH WOULD CREATE FURTHER DIFFICULTIES TO THOSE THAT WOULD USE THEM TO MACHINE THE PARTS UP.
I`VE DEVOTED SOME TIME TO CREATE SKETCHES TO PROVE THE ASSEMBLY OF THE PARTS AND TO MODIFY THEM TO BE SUITABLE FOR MACHINING FROM THE SOLID. I MAKE NO EXCUSES, THESE SKETCHES ARE EXCRUCIATINGLY AWFUL AND WOULD PROBABLY BRING MY OLD CHIEF DESIGNER AT THE "GAUGE AND TOOL" TO THE BRINK OF TEARS BUT THEY ARE NOT INTENDED FOR SERIOUS PRODUCTION!
I`VE DEVOTED SOME TIME TO CREATE SKETCHES TO PROVE THE ASSEMBLY OF THE PARTS AND TO MODIFY THEM TO BE SUITABLE FOR MACHINING FROM THE SOLID. I MAKE NO EXCUSES, THESE SKETCHES ARE EXCRUCIATINGLY AWFUL AND WOULD PROBABLY BRING MY OLD CHIEF DESIGNER AT THE "GAUGE AND TOOL" TO THE BRINK OF TEARS BUT THEY ARE NOT INTENDED FOR SERIOUS PRODUCTION!
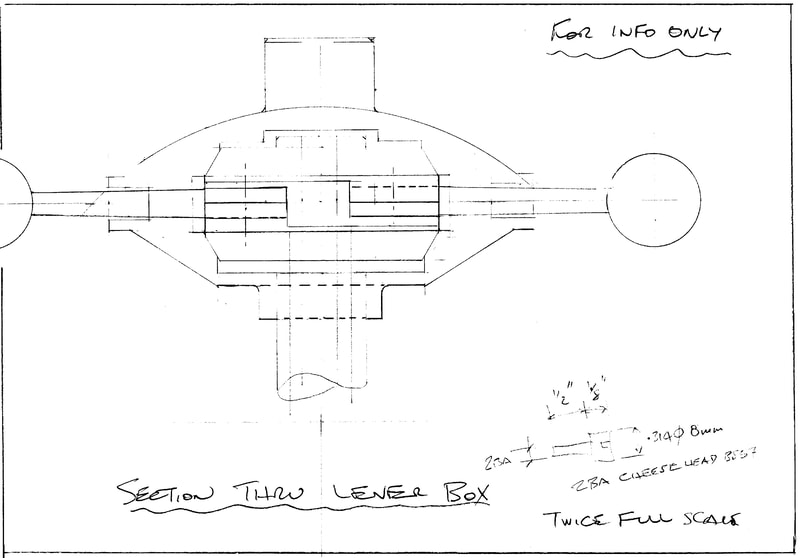
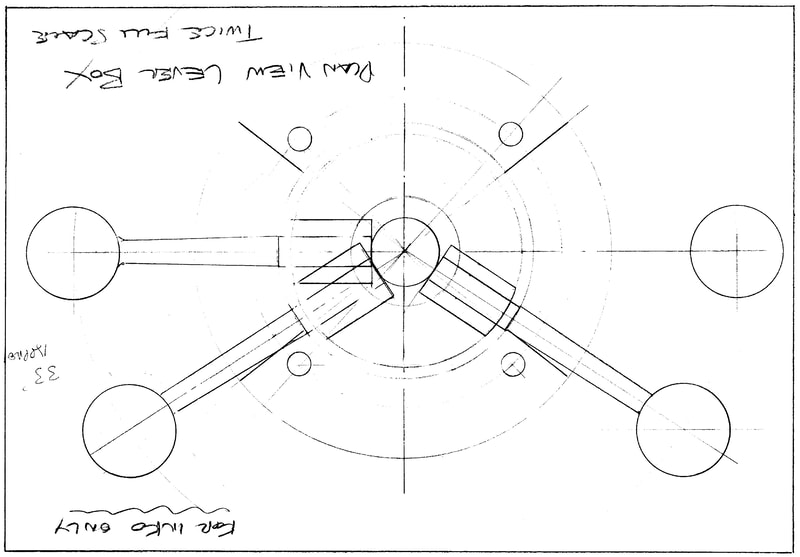
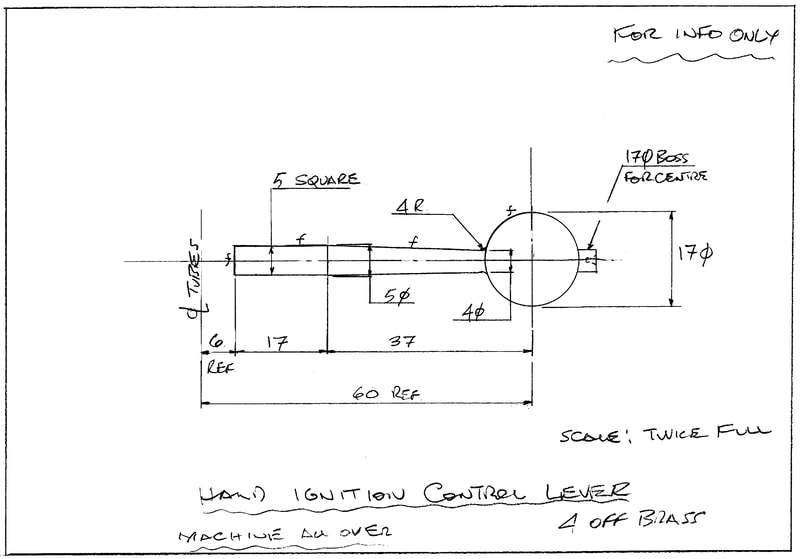
ABOVE ARE THE SKETCHES. ONE OF THEM REFUSES TO BE THE RIGHT WAY UP BUT IT MAKES NO DIFFERENCE AS THE IMAGE IS SYMMETRICAL ABOUT THE CENTRE LINE.
I`VE ORDERED THE MATERIAL AND TOOLING TO MANUFACTURE TWO UNITS SO THAT ONE WILL BE FOR SALE EVENTUALLY. THE MATERIAL FOR THE BOX ASSEMBLY WILL BE BRASS AS PER THE ORIGINAL.
I WILL USE ALUMINIUM BAR TO PROVE THE MACHINING AND MAKE A HOLDING JIG FOR THE FINAL MACHINING OF THE BOX..
I`VE ORDERED THE MATERIAL AND TOOLING TO MANUFACTURE TWO UNITS SO THAT ONE WILL BE FOR SALE EVENTUALLY. THE MATERIAL FOR THE BOX ASSEMBLY WILL BE BRASS AS PER THE ORIGINAL.
I WILL USE ALUMINIUM BAR TO PROVE THE MACHINING AND MAKE A HOLDING JIG FOR THE FINAL MACHINING OF THE BOX..
SUNDAY 29/03/20
I SPENT TWO DAYS IN THE WORKSHOP LAST WEEK BUT A LOT OF THAT TIME WAS TAKEN TO START THE TIDYING UP AS I`D DUMPED A LOT OF THINGS THERE AFTER CLEARING OUT MY CONTAINER IN THE UK AND HAD TO GET ACCESS TO THE MACHINERY. AS I TOLD YOU EARLIER I HAD ORDERED TOOLS AND MATERIALS FROM THE UK BUT TO DATE THESE HAVE NOT ARRIVED! I`VE BEEN SEARCHING FOR ALTERNATIVE SOURCES AND WAS ABLE TO GET SOME ALUMINIUM FROM A SUPPLIER IN SWEDEN BUT THE SOURCE WAS IN THE UK AND WAS DELIVERED WITHIN 24 HOURS BY DHL BUT AT SOME COST!
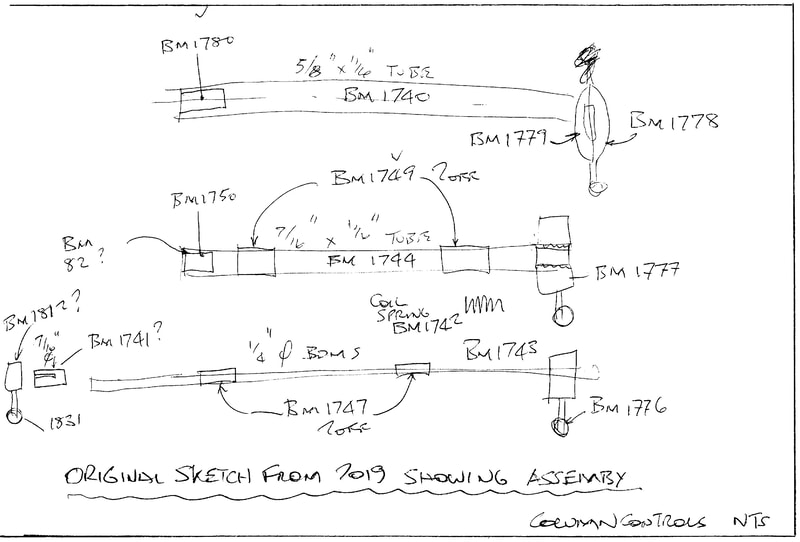
ABOVE IS A SKETCH SHOWING THE ASSEMBLY DETAILS OF THE UNIT. I SCRIBBLED THIS DOWN NEVER INTENDING IT TO BE PUBLISHED BUT IT DOES GIVE A BETTER PICTURE OF WHAT IS INVOLVED IN MAKING THE COLUMN CONTROLS. THE NUB OF IT IS THAT THERE ARE THREE LONG ASSEMBLIES THAT ROTATE INSIDE EACH OTHER AND THERE ARE BUSHES SWEATED ONTO THEM SO THAT NO RATTLING OCCURS BETWEEN THE PARTS DURING DRIVING, MEANING THAT THE ASSEMBLY IS MORE COMPLEX THAN IT APPEARS!
THERE IS NO PROBLEM FOR THOSE OF YOU THAT CAN OBTAIN THE 5/8" AND, 7/16" PRECISION TUBE PLUS THE 1/4" DIAMETER BRIGHT DRAWN MILD STEEL ROD. BUT I WILL HAVE TO CONTINUE USING 16 & 12mm TUBE AND 8mm DIAMETER BDMS. MORE OF THIS LATER.
THERE IS NO PROBLEM FOR THOSE OF YOU THAT CAN OBTAIN THE 5/8" AND, 7/16" PRECISION TUBE PLUS THE 1/4" DIAMETER BRIGHT DRAWN MILD STEEL ROD. BUT I WILL HAVE TO CONTINUE USING 16 & 12mm TUBE AND 8mm DIAMETER BDMS. MORE OF THIS LATER.
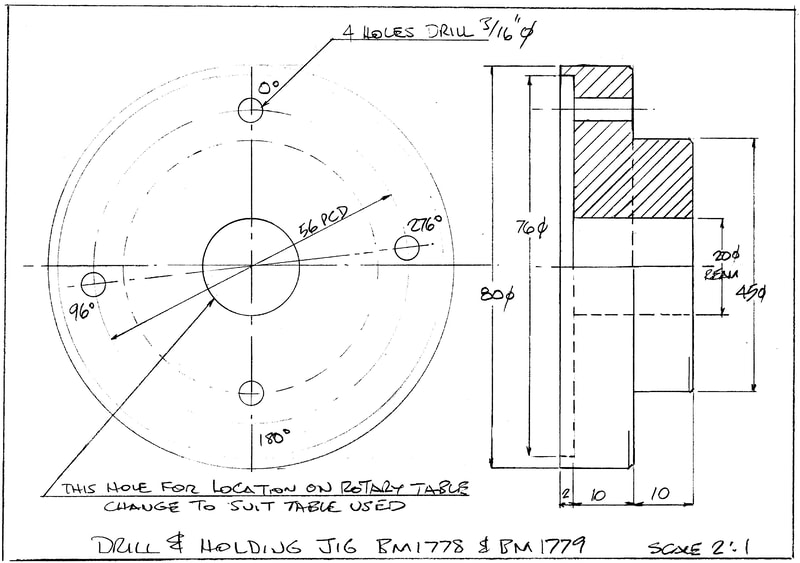
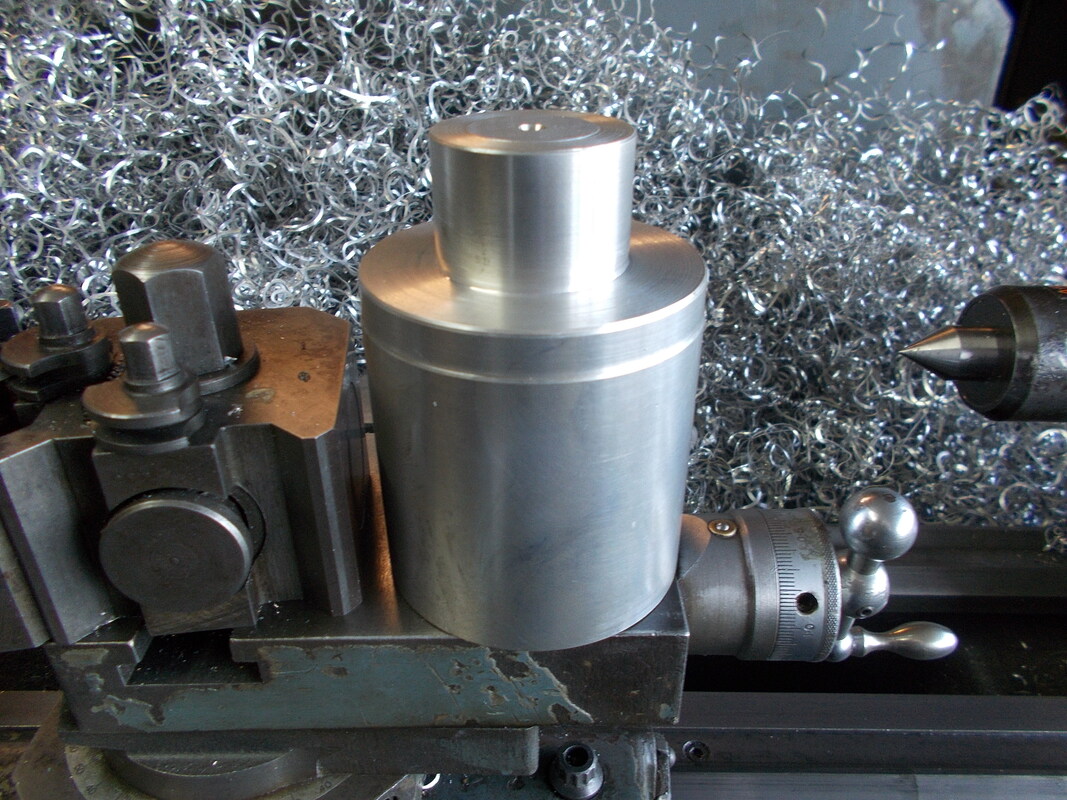
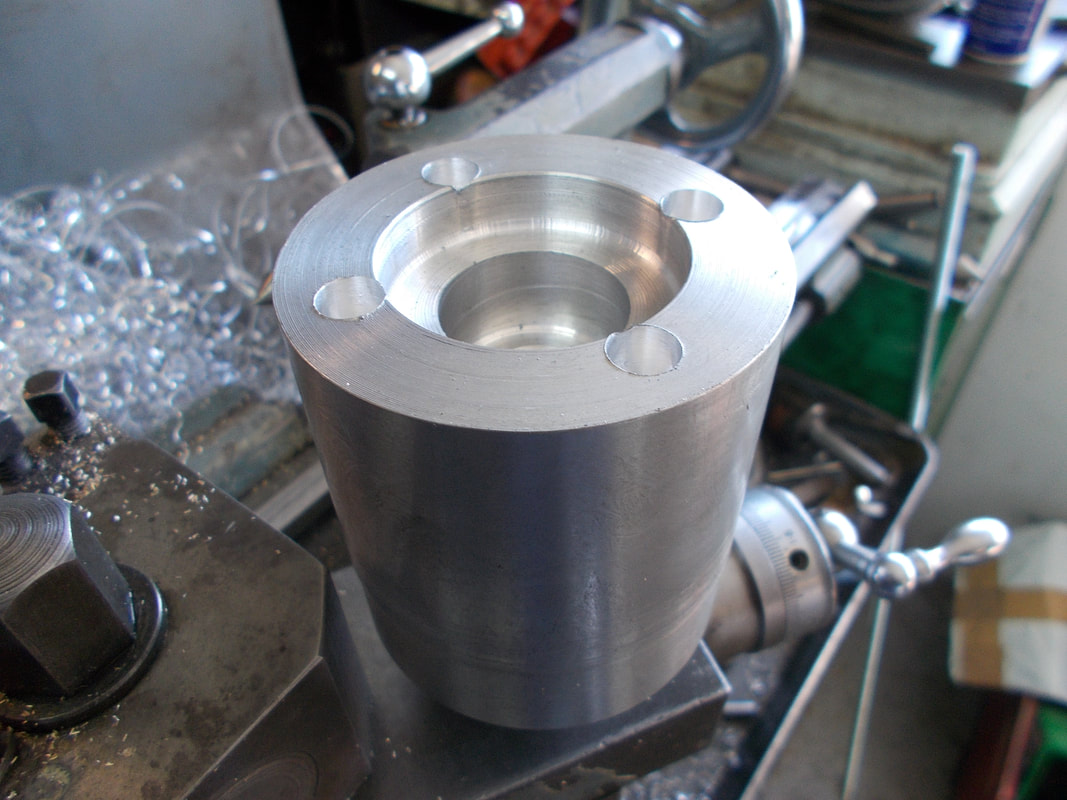
THE FIRST TOOL THAT HAS TO BE MADE IS A DRILLING JIG THAT CAN ALSO BE USED TO HOLD THE TWO HALVES OF THE BOX DURING FINAL MACHINING. I WAS GOING TO MAKE THIS OUT OF ALUMINIUM BUT LUCKILY FOUND A PIECE OF STEEL THAT HAD BEEN MACHINED ALMOST TO THE SIZE THAT WAS REQUIRED

ABOVE IS THE JIG BEING MACHINED UP, THE NEXT STEP WILL BE TO USE THE MILLING MACHINE TO DRILL THE 4 HOLDING DOWN BOLT HOLES ON A ROTARY TABLE IN ORDER TO ACHIEVE ACCURATE HOLE POSITIONS, IMPORTANT SO THAT THE PARTS WILL FIT TOGETHER.
MONDAY 06/04/20
I DIDN`T GET MUCH DONE DURING THE WEEK AS MUCH OF THE WORKSHOP TIME WAS TAKEN UP WITH FINDING THE SMALL ACCESSORIES THAT I`D SQUIRRELED AWAY OVER A YEAR AGO, THE LAST TIME THAT I`D DONE ANY USEFUL WORK THERE.

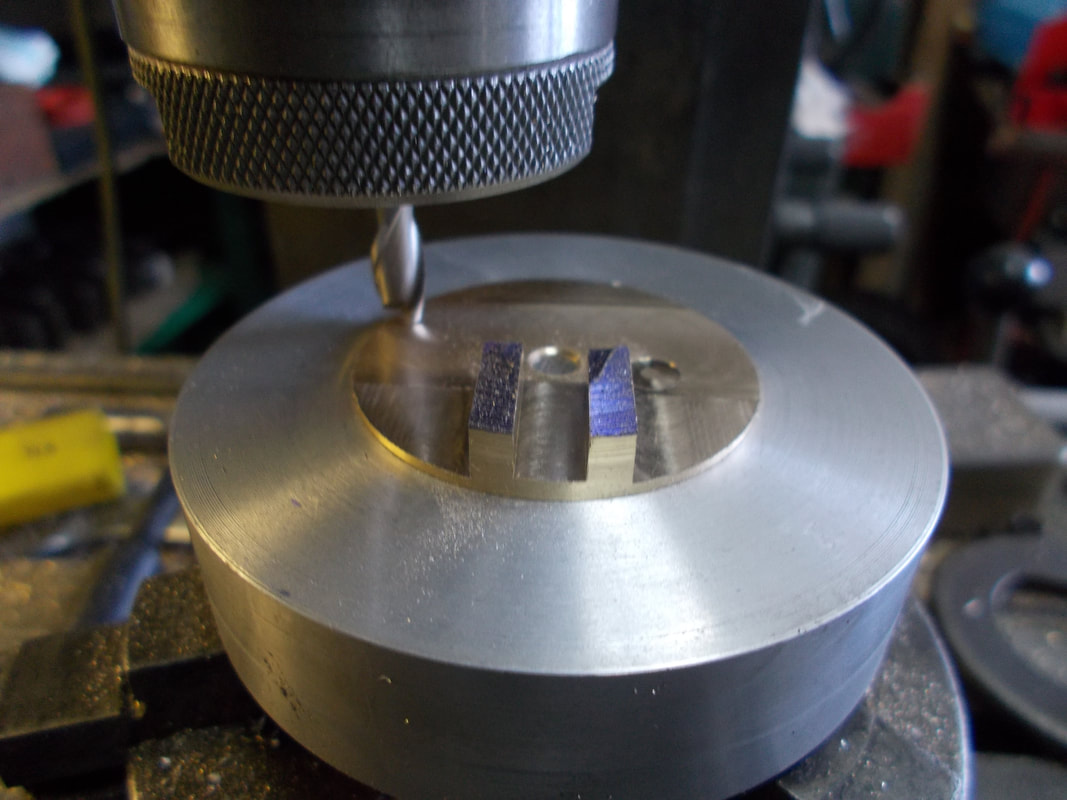
ABOVE YOU CAN SEE THAT I`VE SET UP THE JIG BODY ON THE DECKEL ROTARY TABLE TO BE CENTRALLY LOCATED ON IT AFTER CENTERING THE TABLE ITSELF WITH THE VERTICAL SPINDLE.. A SET OF MATRIX SLIP GAUGES LYING ON THE MACHINE TABLE TO THE LEFT.
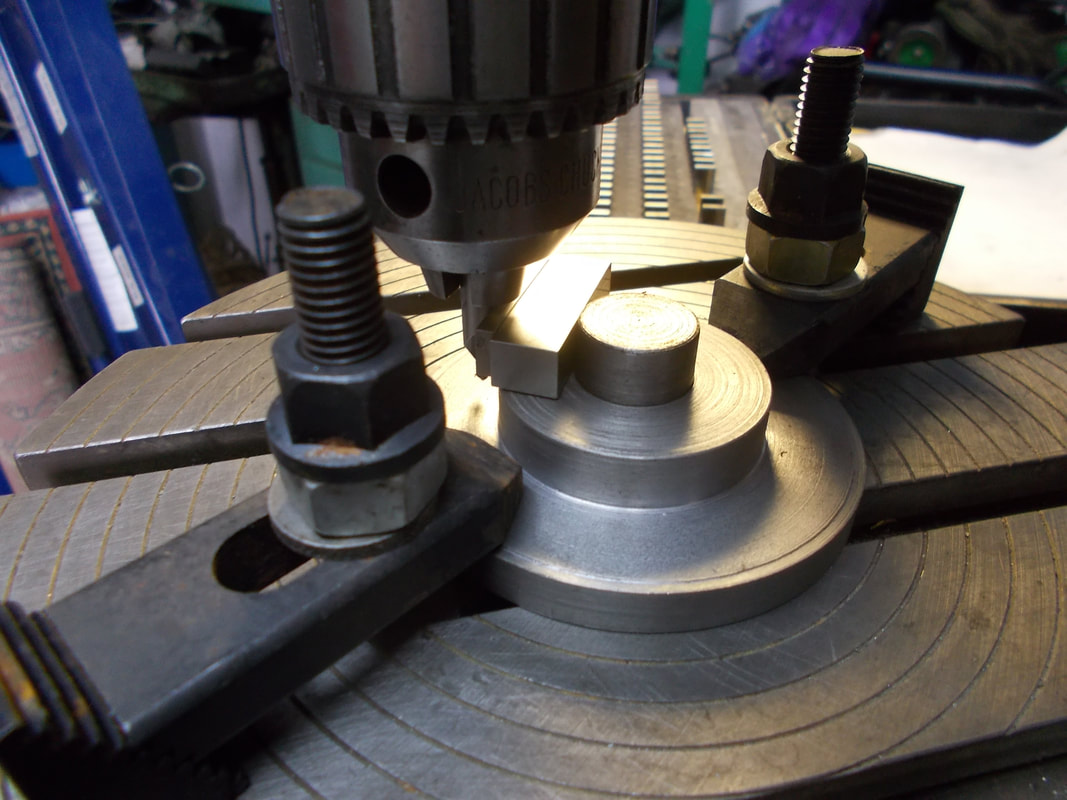
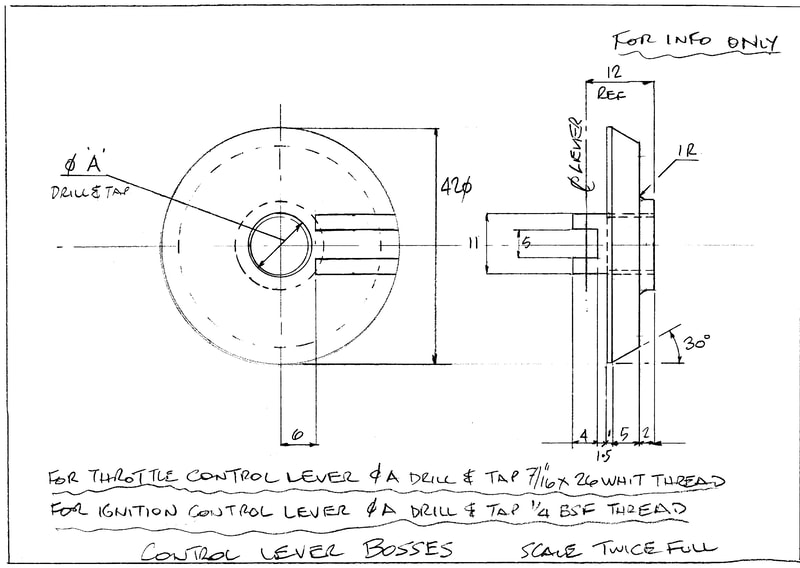
ABOVE I`VE USED THE SLIP GAUGES TO LOCATE THE RADIUS OF THE PITCH CIRCLE DIAMETER (PCD) ACCURATELY BEFORE SPOTTING THE 4 HOLES WITH THE CENTRE DRILL WHICH WERE LATER DRILLED 3/16" DIAMETER AS PER THE SKETCH ABOVE
TUESDAY 14/04/20
THE CORONA SITUATION CONTINUES TO MAKE OBTAINING ENGINEERING SUPPLIES MORE DIFFICULT THAN USUAL! I ORDERED THE BRASS FROM THE UK WHICH ARRIVED JUST BEFORE EASTER. INITIALLY I BECAME WORRIED THAT THE LOCKDOWN IN THE UK WOULD PREVENT THE MATERIAL BEING SENT AND THE SUPPLIER DID NOT INFORM ME OF PROGRESS IN THIS MATTER, SO I CONTACTED A FIRM CALLED "NOGGIN END METALS" . MIKE ,THE OWNER, CONFIRMED THAT HE HAD ALL THE BRASS THAT I NEEDED IN STOCK AND COULD SEND IT THE NEXT DAY. THE PARCEL ARRIVED THE SAME DAY AS THE FIRST SUPPLIER, SO NOW I HAVE ENOUGH TO MAKE FOUR COLUMN CONTROL UNITS IF I WANT TO!
I FOUND OUT THAT THE BALL TURNING TOOL THAT I HAD WOULD NOT EXTEND TO THE RADIUS REQUIRED FOR THE DOME, SO HAD TO DESIGN A TOOL THAT COULD BE MADE WITH THE MATERIALS THAT I HAD IN STOCK.
I FOUND OUT THAT THE BALL TURNING TOOL THAT I HAD WOULD NOT EXTEND TO THE RADIUS REQUIRED FOR THE DOME, SO HAD TO DESIGN A TOOL THAT COULD BE MADE WITH THE MATERIALS THAT I HAD IN STOCK.

THE BRASS AT LAST
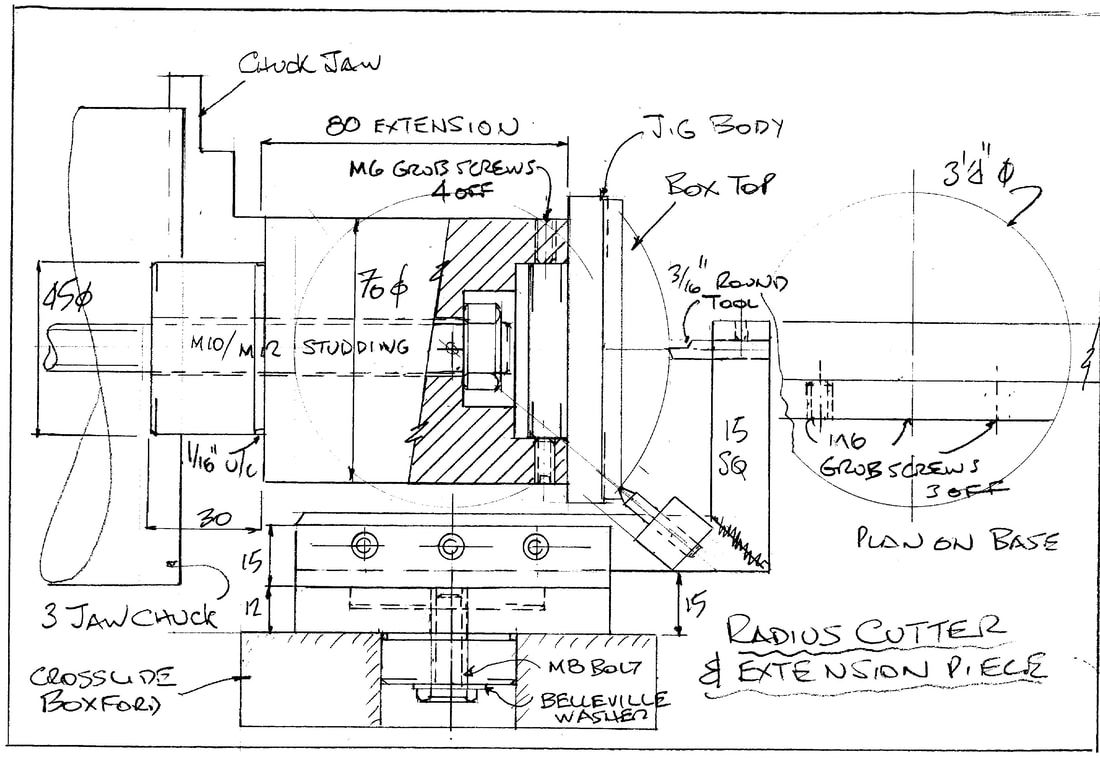
AGAIN A JUMBLE OF A SKETCH, BUT THIS WAS A QUICKIE, AND THOSE THAT ARE NOT USED TO READING ENGINEERING DRAWINGS WILL PROBABLY FIND IT A PROBLEM TO FATHOM OUT!
I ADAPTED A DESIGN THAT I SAW ON U TUBE TO SUIT THE BOXFORD LATHE AND HAD TO ALSO DESIGN AN EXTENSION PIECE TO HOLD THE JIG FOR THE BOX HALVES SO THAT THE RADIUS TOOL BODY WOULD CLEAR THE CHUCK JAWS. I ALSO MADE PROVISION TO HOLD THE EXTENSION PIECE IN PLACE BY USING A LENGTH OF STUDDING IN THE SPINDLE WHICH WOULD PREVENT THE LONG ASSEMBLY FROM BEING TORN FROM THE CHUCK IN THE CASE OF THE CUTTING TOOL DIGGING IN, WHICH IS ALWAYS A PROBLEM WITH A LONG OVERHANG. THIS WAS TO REMOVE THE REQUIREMENT OF HAVING A SMALL SPIGOT ON THE DOME TO ALLOW A TAILSTOCK CENTRE TO SUPPORT THE WORK WHICH WOULD THEN HAVE TO BE CAREFULLY REMOVED.
I ADAPTED A DESIGN THAT I SAW ON U TUBE TO SUIT THE BOXFORD LATHE AND HAD TO ALSO DESIGN AN EXTENSION PIECE TO HOLD THE JIG FOR THE BOX HALVES SO THAT THE RADIUS TOOL BODY WOULD CLEAR THE CHUCK JAWS. I ALSO MADE PROVISION TO HOLD THE EXTENSION PIECE IN PLACE BY USING A LENGTH OF STUDDING IN THE SPINDLE WHICH WOULD PREVENT THE LONG ASSEMBLY FROM BEING TORN FROM THE CHUCK IN THE CASE OF THE CUTTING TOOL DIGGING IN, WHICH IS ALWAYS A PROBLEM WITH A LONG OVERHANG. THIS WAS TO REMOVE THE REQUIREMENT OF HAVING A SMALL SPIGOT ON THE DOME TO ALLOW A TAILSTOCK CENTRE TO SUPPORT THE WORK WHICH WOULD THEN HAVE TO BE CAREFULLY REMOVED.
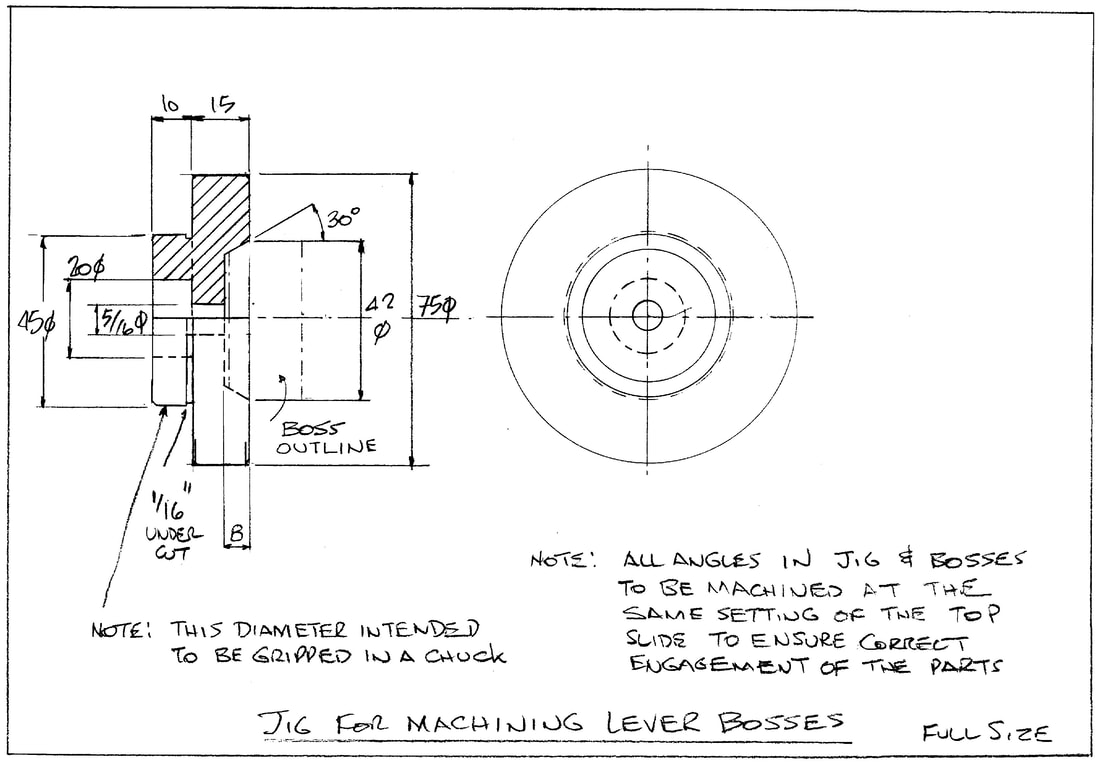
ABOVE THE LAST BIT OF TOOLING THAT WILL BE REQUIRED FOR THE PRODUCTION OF THE BOX. THIS IS FOR MACHINING THE LEVER BOSSES. THE JIG WILL BE HELD IN A THREE JAW CHUCK CLAMPED TO THE MILLING MACHINE TABLE TO ALLOW THE BOSS TO BE MILLED FOR THE MOUNTING OF THE LEVER.
MONDAY 20/04/20
I WAS ABLE TO GET IN A COUPLE OF VISITS TO THE WORKSHOP THIS WEEK WITH A TOTAL TIME THERE OF ABOUT TEN HOURS. I ROUGHED OUT SOME OF THE ALUMINIUM JIG PARTS.
|

|
IT`S AMAZING HOW MUCH SWARF IS GENERATED JUST TO ROUGH MACHINE THE SPACER! IT`S DREARY WORK BUT HAS TO BE DONE.
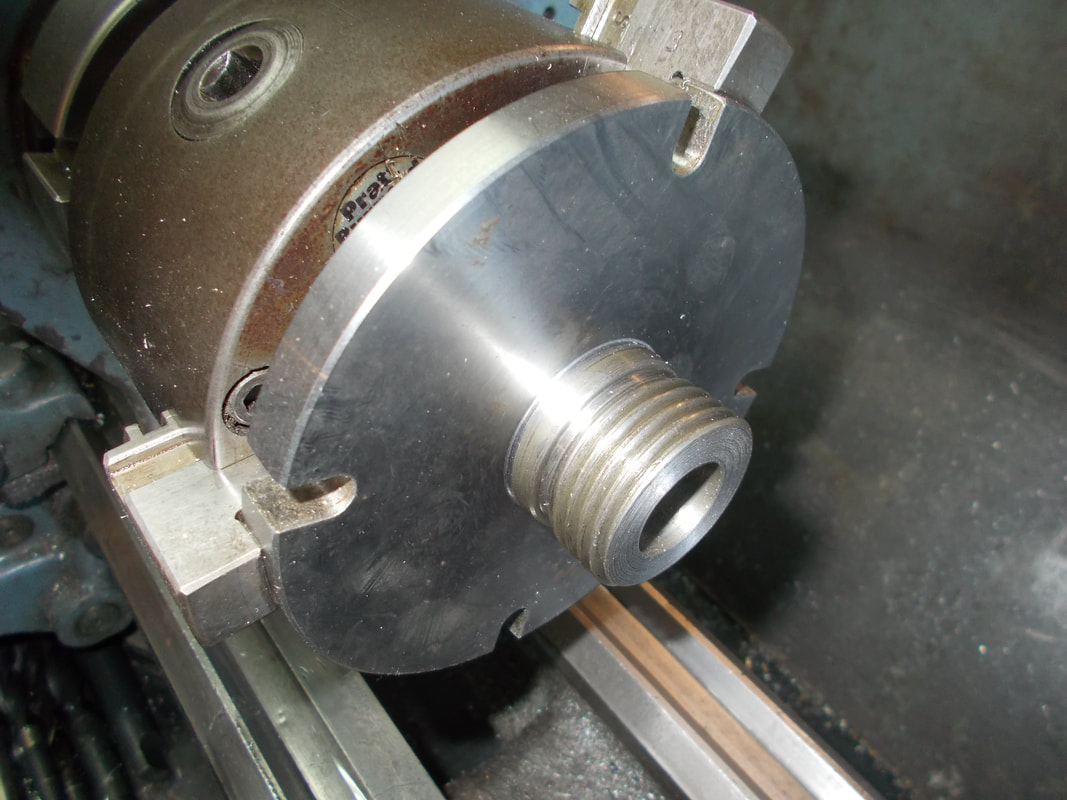
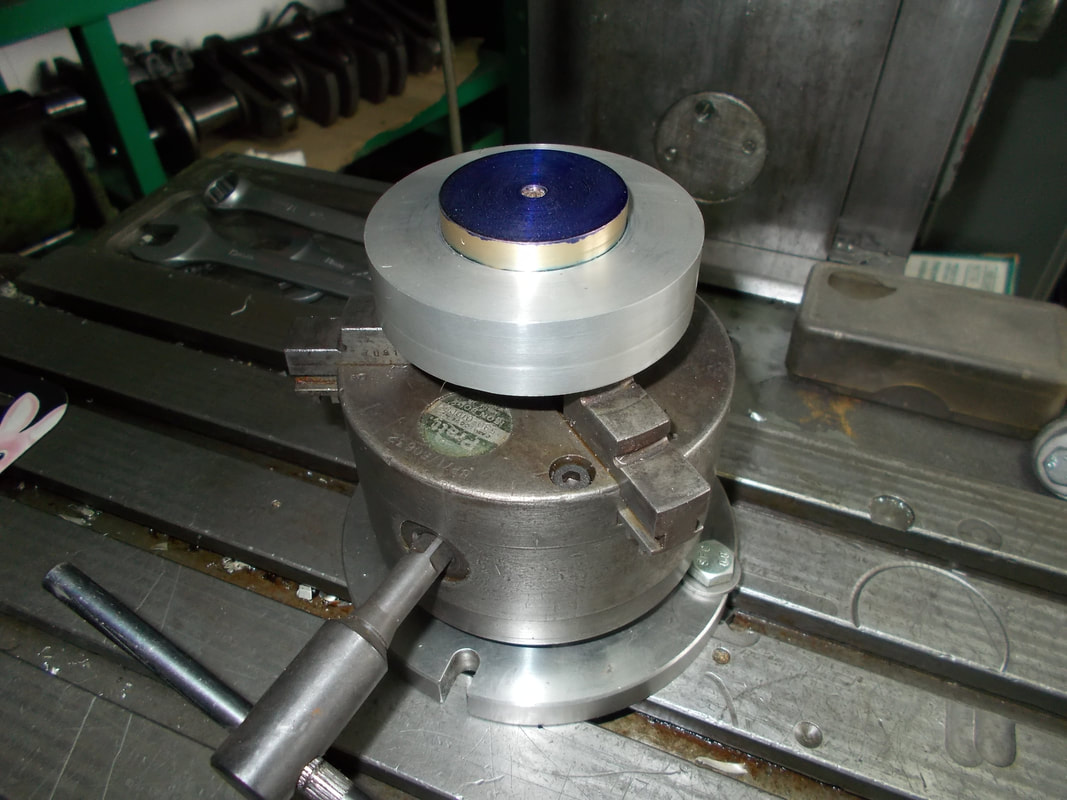
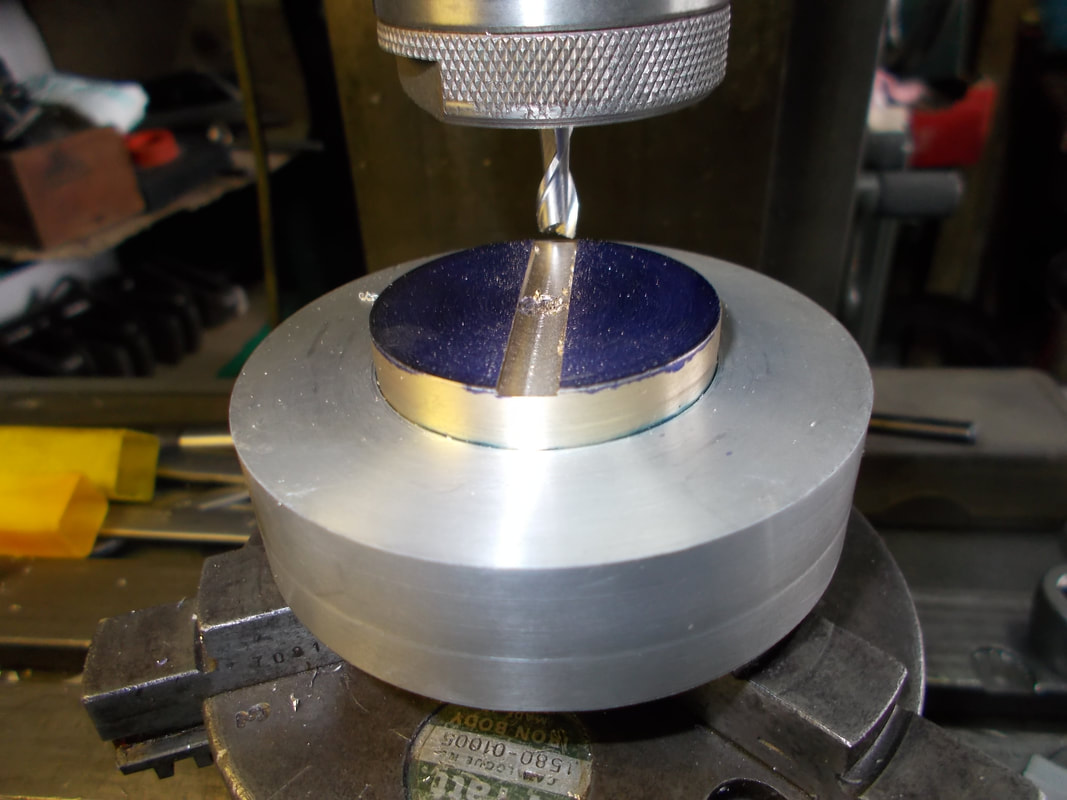
THIS IS A FIXTURE FOR A BOXFORD CHUCK SO THAT IT COULD BE MOUNTED ON A ROTARY TABLE. THIS FIXTURE IS MADE BY "SOBA" OF INDIA. ON THE BOX IT STATES "SOBA PRECISION ENGINEERS". I WAS UNABLE TO MOUNT THE THE SEVERAL BOXFORD CHUCKS ON IT THAT I HAVE ACCUMULATED OVER THE YEARS BECAUSE THE REGISTER WAS 0.003 INCHES OVERSIZE AND THE LENGTH OF THE SCREWED PORTION WAS 1/16 OF AN INCH TOO LONG! THIS IS TYPICAL OF SOME OF THE ITEMS SUPPLIED BY INDIA AND CHINA. IT DIDN`T TAKE LONG TO MACHINE IT TO THE CORRECT DIMENSIONS READY FOR USE.
THURSDAY 23/04/20
I MANAGED TO GET TO THE WORKSHOP YESTERDAY AND ALMOST FINISHED OFF THE SPACER, AGAIN CREATING A MASS OF SWARF IN THE PROCESS. ALL THAT IS LEFT TO BE DONE IS TO DRILL AND TAP THE FOUR RADIAL 6 mm HOLES FOR THE GRUB SCREWS THAT HOLD THE BODY JIG IN PLACE.

|

|
I BECAME RATHER BORED WITH CHURNING OUT THE ENDLESS ALUMINIUM SWARF, SO AFTER FINISH MACHINING THE JIG FOR THE LEVER BOSSES, I PUT A LENGTH OF BRASS BAR IN THE CHUCK AND TURNED THE END OF THE BOSS THAT HAD THE 30 DEGREE TAPER ON IT. SEE ABOVE LEFT. THEN PLACED THE MACHINED END INTO THE JIG AND AFTER SECURING IT IN PLACE WITH A 1/4" BSF BOLT GRIPPED THE JIG IN THE CHUCK AND STARTED TO MACHINE THE OTHER END OF THE BOSS.
SATURDAY 25/04/20
I MANAGED TO SPEND SOME HOURS IN THE WORKSHOP YESTERDAY, MY TASK WAS TO LOOK AT THE FIT BETWEEN THE TAPERS ON THE JIG AND THE UPPER LEVER BOSS. I HAD WANTED TO GET A RESULT BEFORE THE DRIVE HOME ON WEDNESDAY AND FOUND OUT WHEN THE JIG AND THE BOSS WERE ASSEMBLED, THE BOSS DID NOT RUN TRUE AS IT SHOULD HAVE DONE!

|
|
I THOUGHT IT OVER AND CAME TO THE CONCLUSION THAT THE REASON FOR THE MISMATCH BETWEEN THE TAPERS WAS DUE TO THE HEIGHT OF THE TOOL BEING INCORRECT WHICH WOULD DISTORT THE TAPERS.
THE METHOD OF MACHINING BOTH TAPERS AT THE SAME SETTING OF THE TOPSLIDE WAS TO MACHINE THE TAPER IN THE JIG AS NORMAL, THEN MACHINE THE TAPER IN THE BOSS ON THE FAR SIDE OF THE SPINDLE WITH THE SPINDLE IN REVERSE. THEORETICALLY, THE TAPERS SHOULD BE EXACTLY THE SAME.
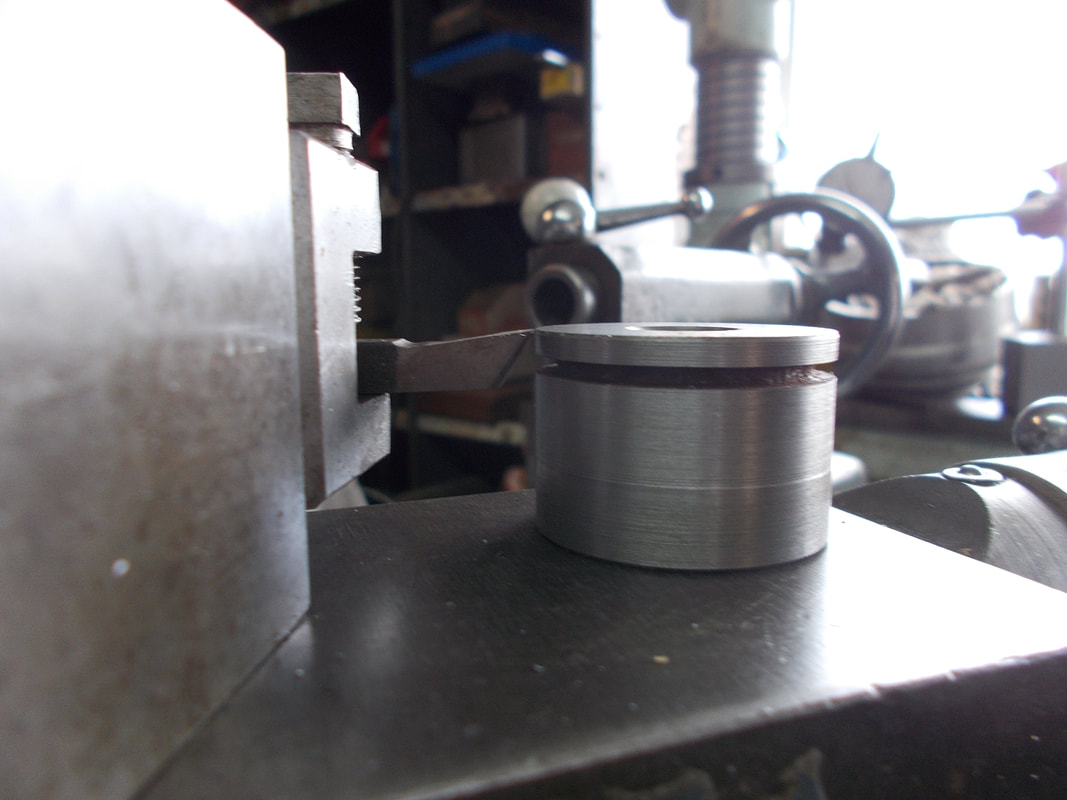
WHAT I HAD TO DO WAS TO MAKE A HEIGHT GAUGE SO THAT THE TOOL HEIGHT CAN BE SET EXACTLY TO THE CENTRE OF THE SPINDLE. THE QUICKEST AND EASIEST WAY TO DO THIS WAS TO CHUCK A LENGTH OF ROUND BAR AND MACHINE IT TRUE, MEASURE THIS DIAMETER, AND BY BRINGING THE TOPSLIDE UNDER THIS DIAMETER AND USING SLIP GAUGES TO ACCURATELY MEASURE THE GAP BETWEEN THEM, THIS GAP DIMENSION PLUS HALF THE DIAMETER OF THE MACHINED PORTION OF THE BAR GAVE THE CENTRE HEIGHT OF THE SPINDLE UNDER THE TOPSLIDE. ABOVE YOU CAN SEE THE GAUGE,WHICH WAS MACHINED FROM A PIECE OF ROUND BAR THAT WAS FOUND IN THE OFF CUT BOX. I ALSO GROUND UP A TOOL THAT WOULD GIVE A GOOD FINISH TO THE BRASS.
THE METHOD OF MACHINING BOTH TAPERS AT THE SAME SETTING OF THE TOPSLIDE WAS TO MACHINE THE TAPER IN THE JIG AS NORMAL, THEN MACHINE THE TAPER IN THE BOSS ON THE FAR SIDE OF THE SPINDLE WITH THE SPINDLE IN REVERSE. THEORETICALLY, THE TAPERS SHOULD BE EXACTLY THE SAME.
WHAT I HAD TO DO WAS TO MAKE A HEIGHT GAUGE SO THAT THE TOOL HEIGHT CAN BE SET EXACTLY TO THE CENTRE OF THE SPINDLE. THE QUICKEST AND EASIEST WAY TO DO THIS WAS TO CHUCK A LENGTH OF ROUND BAR AND MACHINE IT TRUE, MEASURE THIS DIAMETER, AND BY BRINGING THE TOPSLIDE UNDER THIS DIAMETER AND USING SLIP GAUGES TO ACCURATELY MEASURE THE GAP BETWEEN THEM, THIS GAP DIMENSION PLUS HALF THE DIAMETER OF THE MACHINED PORTION OF THE BAR GAVE THE CENTRE HEIGHT OF THE SPINDLE UNDER THE TOPSLIDE. ABOVE YOU CAN SEE THE GAUGE,WHICH WAS MACHINED FROM A PIECE OF ROUND BAR THAT WAS FOUND IN THE OFF CUT BOX. I ALSO GROUND UP A TOOL THAT WOULD GIVE A GOOD FINISH TO THE BRASS.

|

|

|
ABOVE YOU CAN SEE THE TAPER ON THE BOSS BEING RE MACHINED WITH THE NEW TOOL SET AT THE EXACT SPINDLE CENTRE HEIGHT. THE TAPER IN THEJIG WAS ALSO TRUED UP AND THEN THE TAPER ON THE BOSS WAS LIGHTLY SMEARED WITH ENGINEERS BLUE AND THE PARTS WRUNG TOGETHER IN THE HAND. YOU CAN SEE THE RESULT AND THE TAPERS ENGAGED AS THEY SHOULD.
FRIDAY 01/05/20
YESTERDAY I SPENT SEVERAL HOURS IN THE WORKSHOP AND STARTED TO MILL THE UPPER LEVER BOSS.
|
|
ABOVE I`VE MOUNTED THE BOSS IN A 3 JAW CHUCK HELD ON THE MACHINE TABLE BY THE FIXTURE THAT I HAD FINISHED MACHINED EARLIER. IT`S JUST CLAMPED DIRECTLY TO THE TABLE AS THERE IS NO NEED FOR ANY ROTATION OF THE PART AS ALL MILLING WILL BE DONE IN THE X, Y, AND Z AXES. IN THE RHS PHOTO THE BOSS HAS BEEN CENTRED AND THE SLOT FOR THE LEVER IS BEING MADE WITH A 6 mm SLOT CUTTER. HOWEVER DISASTER STRUCK AND THE BOSS TURNED DURING MACHINING SCRAPPING THE PART. THIS WAS BECAUSE OF INSUFFICIENT CLAMPING FORCE BETWEEN THE JIG AND THE BOSS.
I STARTED AGAIN AND TURNED ANOTHER BOSS FROM THE BRASS BAR AND THIS WAS AGAIN MOUNTED IN THE JIG AND I JUST STARTED TO MILL THIS BEFORE IT WAS TIME TO GO HOME.
SO BASICALLY, ALL THE WORK THAT I`D DONE YESTERDAY WAS LOST!
I STARTED AGAIN AND TURNED ANOTHER BOSS FROM THE BRASS BAR AND THIS WAS AGAIN MOUNTED IN THE JIG AND I JUST STARTED TO MILL THIS BEFORE IT WAS TIME TO GO HOME.
SO BASICALLY, ALL THE WORK THAT I`D DONE YESTERDAY WAS LOST!
SATURDAY 30/05/20
DUE TO HEAD GASKET PROBLEMS WITH THE BERLINGO, I WAS UNABLE TO DRIVE TO THE WORKSHOP UNTIL TODAY.
I HAD A LOT OF THINGS TO DO BUT WAS ABLE TO FINISH OFF ANOTHER BOSS BEFORE I HAD TO LEAVE FOR HOME
SUNDAY 07/06/20
AFTER AN EXPENSIVE CHANGE OF HEAD GASKETS I WAS ABLE TO SPEND A FEW HOURS DURING THE WEEK AT THE WORKSHOP!

|

|
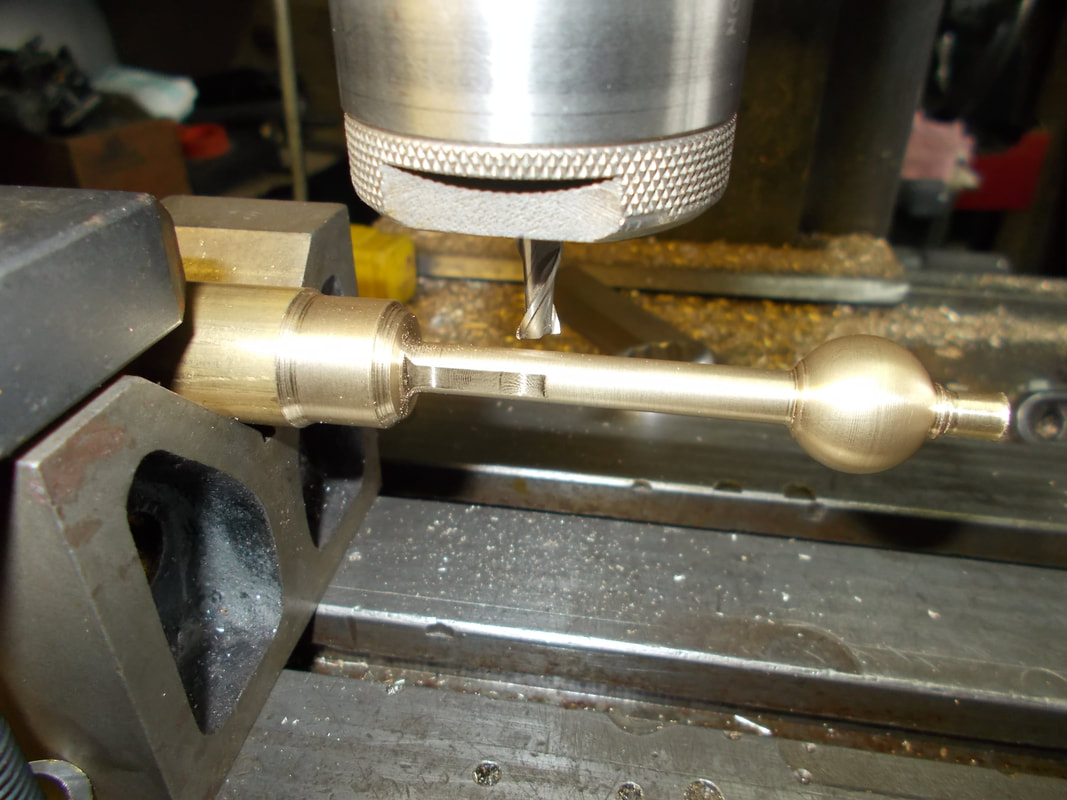
I DECIDED TO MAKE A START ON THE LEVERS AND FOR THE FIRST TIME LOOKED OUT THE BALL TURNING TOOL THAT I`D BOUGHT AT THE BEAULIEU AUTOJUMBLE MANY YEARS AGO. THERE WAS A LEARNING CURVE TO OBSERVE WITH THIS BEAUTIFULLY MADE TOOL THAT CAN PRODUCE BALLS FROM 1/8" UP TO 2" DIAMETER. THE CUTTING TOOL HAD TO BE GROUND UP AND THE TURNING TOOL SET UP IN THE LATHE. ABOVE YOU CAN SEE THE 17mm BALL BEING FORMED THERE IS AN EXTENSION AT THE BALL TO ENABLE A CENTRE TO BE INSERTED TO SUPPORT THE WORK AS THERE WAS A LONG OVERHANG FROM THE CHUCK.
|
|
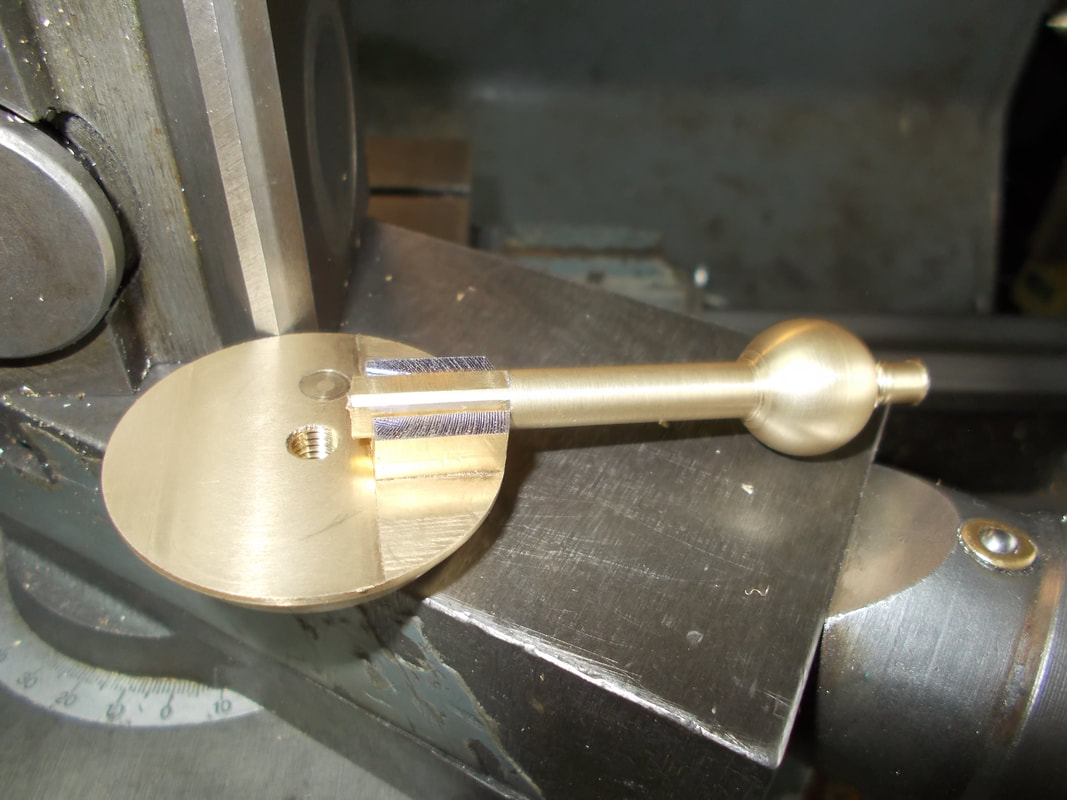
ABOVE LEFT, MACHINING THE SQUARE END. ABOVE RIGHT, THE UNFINISHED LEVER IS SHOWN IN POSITION WITH THE BOSS. IT IS PROPOSED THAT THE LEVER AND THE BOSS WILL BE SWEATED TOGETHER AFTER THE LEVER HAS BEEN PLATED, ALSO A 2 mm PIN BE INSERTED TO ENSURE THAT THE LEVER WILL STAY PERMANENTLY IN PLACE
CONTINUING 10/12/20 PROPOSED 3/4.5 & 4, 6.5 & 8 LITRE FUSION.

|

|
THINGS HAVE BEEN GOING SLOWLY RECENTLY PARTLY DUE TO THE CORONA CURSE AND THE FREEZING WEATHER HERE IN OSLO. THIS HAS BEEN SAPPING MY ENTHUSIASM BUT THE OTHER NIGHT I HAD A EUREKA MOMENT WHILE WATCHING THE BOX.
ABOVE ARE TWO PHOTOS OF THE PLASTIC COVER FOR THE COLUMN CONTROL UNIT THAT I HAVE IN STOCK. THIS TYPE WAS FITTED TO THE 4, 6.5 & 8 LITRE CARS. NOW I HAVE SEEN THESE COLUMNS MOUNTED IN 3 & 4.5 CARS AND THEY DON`T LOOK OUT OF PLACE! SO WHAT IF I ADAPTED THE DESIGN OF THE 3/4.5 COLUMN CONTROLS TO USE THIS COVER CASTING? THIS WOULD ELIMINATE THE NEED TO MAKE THE LARGE RADIUS CUTTING TOOL, THE ENGRAVING ON THE DOME etc.
I WILL HAVE TO DO A SKETCH TO SEE, IF AND HOW THIS CAN BE ACCOMPLISHED, SO IT`S BACK TO THE DRAWING BOARD.
ABOVE ARE TWO PHOTOS OF THE PLASTIC COVER FOR THE COLUMN CONTROL UNIT THAT I HAVE IN STOCK. THIS TYPE WAS FITTED TO THE 4, 6.5 & 8 LITRE CARS. NOW I HAVE SEEN THESE COLUMNS MOUNTED IN 3 & 4.5 CARS AND THEY DON`T LOOK OUT OF PLACE! SO WHAT IF I ADAPTED THE DESIGN OF THE 3/4.5 COLUMN CONTROLS TO USE THIS COVER CASTING? THIS WOULD ELIMINATE THE NEED TO MAKE THE LARGE RADIUS CUTTING TOOL, THE ENGRAVING ON THE DOME etc.
I WILL HAVE TO DO A SKETCH TO SEE, IF AND HOW THIS CAN BE ACCOMPLISHED, SO IT`S BACK TO THE DRAWING BOARD.

|

|
ABOVE, IMAGES OF THE 4 / 6.5 / 8 LITRE COLUMN CONTROLS INTERNAL DETAILS, WHICH YOU CAN SEE ARE RATHER DIFFERENT, BETTER DESIGNED BUT MORE COMPLEX THAN THE 3 / 4.5 LITRE COLUMN CONTROLS. ALSO SHOWN IS THE METHOD OF THE HORN BUTTON ACTUATION.
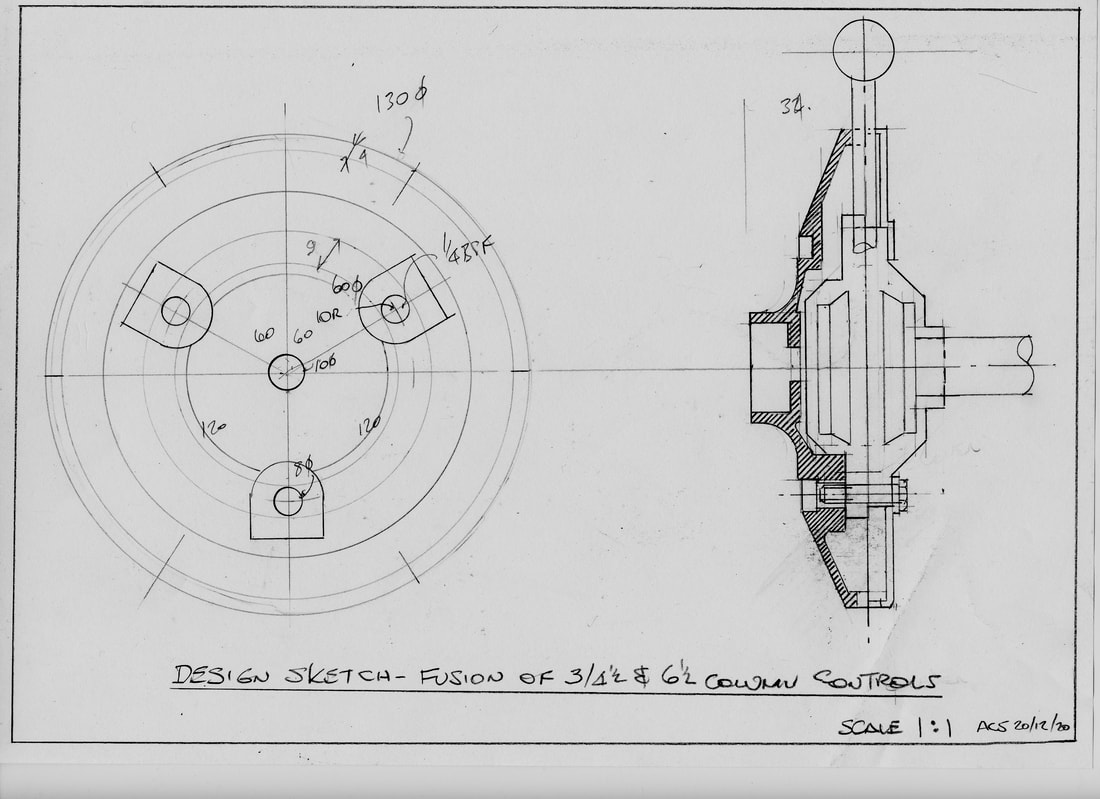
VOILA! HERE IT IS, SADLY, THE BACK OF A FAG PACKET SCRIBBLE THAT YOU`VE BECOME USED TO ON THIS BLOG!
WHAT I`VE DONE IS TO JUST SKETCH IN ENOUGH DETAIL TO PROVE THE DESIGN AND I WILL DEVELOP IT FURTHER WHILE DRAWING UP THE DETAILED SKETCHES FOR THE COMPONENT PARTS. ON THE LEFT SIDE OF THE ABOVE SKETCH IS THE REVERSE PLAN OF THE PLASTIC INJECTION MOULDED FRONT COVER FOR THE 4/6.5/8 LITRE COLUMN CONTROLS. NOTE THAT THERE ARE THREE MOUNTING HOLES INSTEAD OF THE FOUR USED IN THE 3/4.5 ASSEMBLY! THIS MEANS THAT THE TOP AND BOTTOM HALVES OF THE BOX WILL HAVE TO BE MODIFIED TO ACCEPT THE PLASTIC COVER
THE CROSS SECTION ON THE RIGHT SHOWS THAT THE BASIC DESIGN OF THE 3/4.5 CONTROLS IS INCORPORATED IN THIS FUSION. YOU MAY BE WONDERING WHY NOT JUST USE A STANDARD 4/6.5/8 LITRE CONTROL ASSEMBLY?THE ANSWER IS THAT THIS WILL NOT PASS THROUGH THE INSIDE DIAMETER OF THE 3/4.4 STEERING COLUMN TUBE. THE REASON BEING THAT THERE ARE FOUR FUNCTIONS PERFORMED BY THIS CONTROL ASSEMBLY RATHER THAN THE TWO IN THE 3/4.5 ASSEMBLY..
IN THE 4/6.5/8 LITRE ASSEMBLY THERE ARE THREE LEVERS OPERATING IN THREE SECTORS, THE LEVER AT THE TOP IS FOR THE MIXTURE CONTROL (THE CHOKE). ON THE LEFT SIDE IS THE THROTTLE CONTROL AND ON THE RIGHT THE IGNITION CONTROL. THERE IS ALSO A HORN PUSH BUTTON OPERATING A SWITCH AT THE BOTTOM OF THE COLUMN VIA A PUSH ROD RUNNING THROUGH THE CENTRE OF THE COLUMN TUBES.
NOW FOR THE 3/4.5 LITRE CONTROLS, WE CAN DO WITHOUT THE MIXTURE CONTROL BUT TO MAINTAIN THE APPEARANCE OF THE ASSEMBLY A DUMMY LEVER WILL BE INCORPORATED. WE NEED THE TWO SIDE LEVERS AND IT WOULD BE NICE TO HAVE THE HORN BUTTON AS WELL BUT THIS IS NOT POSSIBLE WITHOUT COMPLETELY REDESIGNING THE CONTROL ASSEMBLY REMEMBERING THAT THIS EXERCISE IS TO CREATE AN EASIER AND CHEAPER VERSION OF THE 3/4.5 COLUMN CONTROLS!
THE CROSS SECTION ON THE RIGHT SHOWS THAT THE BASIC DESIGN OF THE 3/4.5 CONTROLS IS INCORPORATED IN THIS FUSION. YOU MAY BE WONDERING WHY NOT JUST USE A STANDARD 4/6.5/8 LITRE CONTROL ASSEMBLY?THE ANSWER IS THAT THIS WILL NOT PASS THROUGH THE INSIDE DIAMETER OF THE 3/4.4 STEERING COLUMN TUBE. THE REASON BEING THAT THERE ARE FOUR FUNCTIONS PERFORMED BY THIS CONTROL ASSEMBLY RATHER THAN THE TWO IN THE 3/4.5 ASSEMBLY..
IN THE 4/6.5/8 LITRE ASSEMBLY THERE ARE THREE LEVERS OPERATING IN THREE SECTORS, THE LEVER AT THE TOP IS FOR THE MIXTURE CONTROL (THE CHOKE). ON THE LEFT SIDE IS THE THROTTLE CONTROL AND ON THE RIGHT THE IGNITION CONTROL. THERE IS ALSO A HORN PUSH BUTTON OPERATING A SWITCH AT THE BOTTOM OF THE COLUMN VIA A PUSH ROD RUNNING THROUGH THE CENTRE OF THE COLUMN TUBES.
NOW FOR THE 3/4.5 LITRE CONTROLS, WE CAN DO WITHOUT THE MIXTURE CONTROL BUT TO MAINTAIN THE APPEARANCE OF THE ASSEMBLY A DUMMY LEVER WILL BE INCORPORATED. WE NEED THE TWO SIDE LEVERS AND IT WOULD BE NICE TO HAVE THE HORN BUTTON AS WELL BUT THIS IS NOT POSSIBLE WITHOUT COMPLETELY REDESIGNING THE CONTROL ASSEMBLY REMEMBERING THAT THIS EXERCISE IS TO CREATE AN EASIER AND CHEAPER VERSION OF THE 3/4.5 COLUMN CONTROLS!

|

|
|
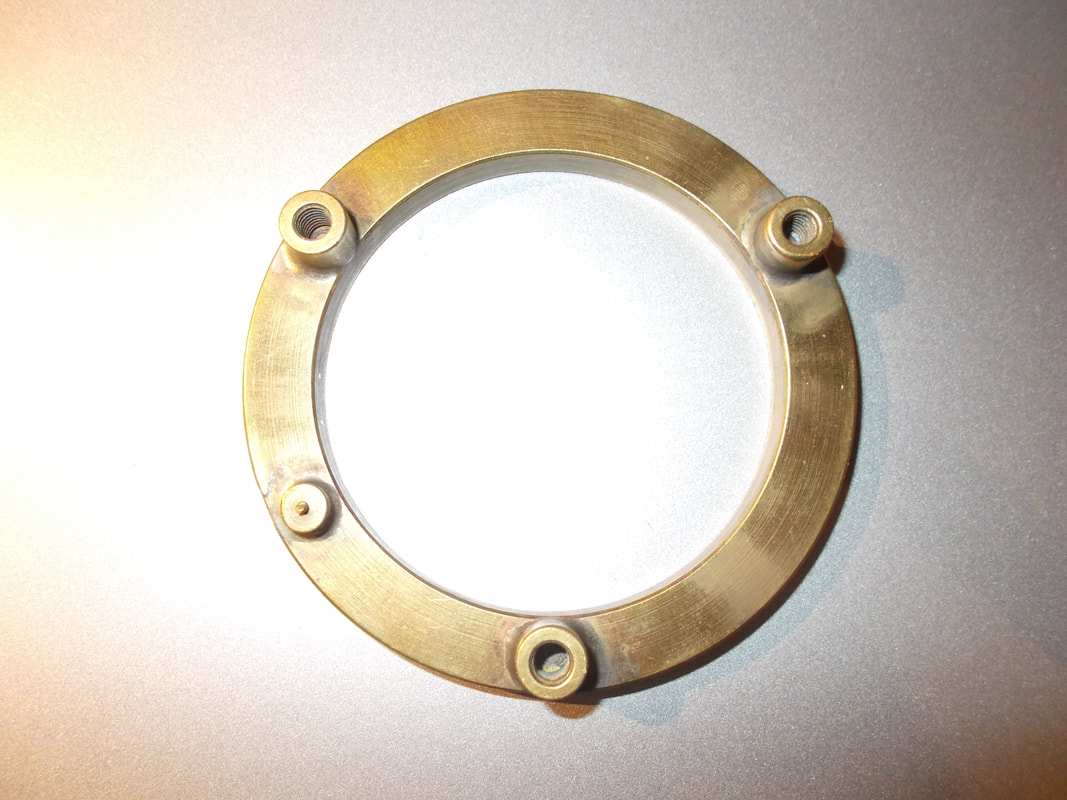
THE ABOVE LEFT HAND PHOTO SHOWS THE UNDERSIDE OF THE PLASTIC COVER. THE CENTRE IMAGE IS OF THE TOP OF THE BRASS ESCUTCHEON RING SHOWING THE ENGRAVING ON IT. THE RING WAS NICKEL PLATED RATHER BADLY AND THIS THIN COATING IS ALMOST WORN AWAY. THE RIGHT HAND IMAGE IS OF THE REVERSE SIDE OF THE ESCUTCHEON AND YOU CAN SEE THAT THERE ARE THREE 8mm DIA BRASS RODS TAPPED 1/4 BSF SILVER SOLDERED TO THE RING. THESE ACT AS CAPTIVE NUTS SO THAT THE RING CLEVERLY CLAMPS THE PLASTIC COVER TO THE CONTROL ASSEMBLY.
|
|
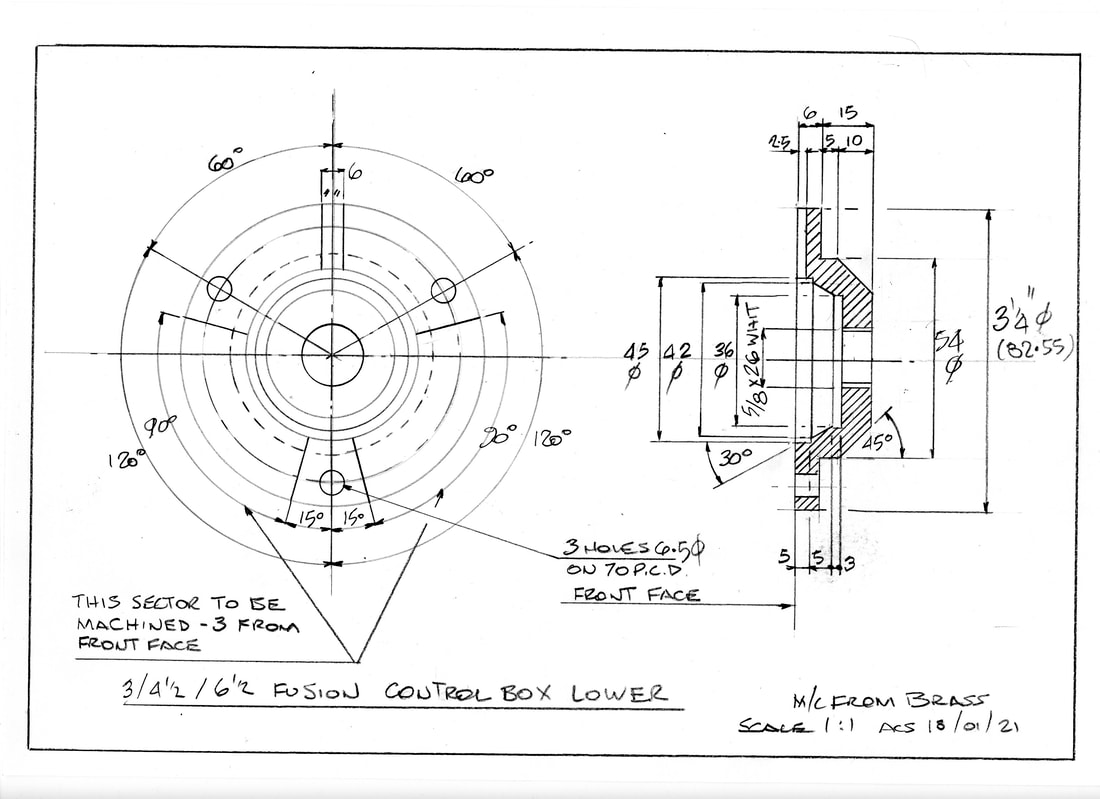
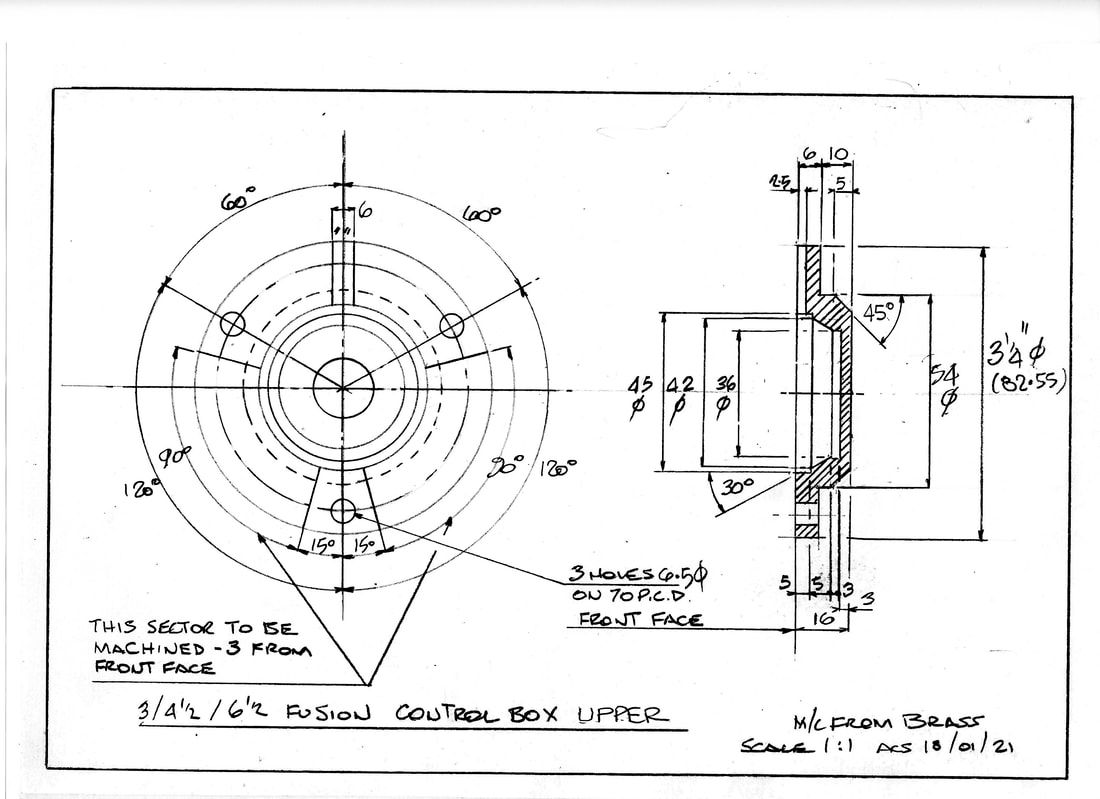
|
ABOVE, ON THE LEFT, THE DETAIL OF THE BOX UPPER AND ON THE RIGHT THE BOX LOWER. AS THEY WERE ALMOST THE SAME, I LOADED THE LOWER DRAWING THAT I DID FIRST INTO PAINT, DELETED THE UNWANTED CONTENT, THEN PRINTED IT OUT AND ADDED THE NEEDED INFORMATION TO IT. THUS SAVING A LOT OF WORK.
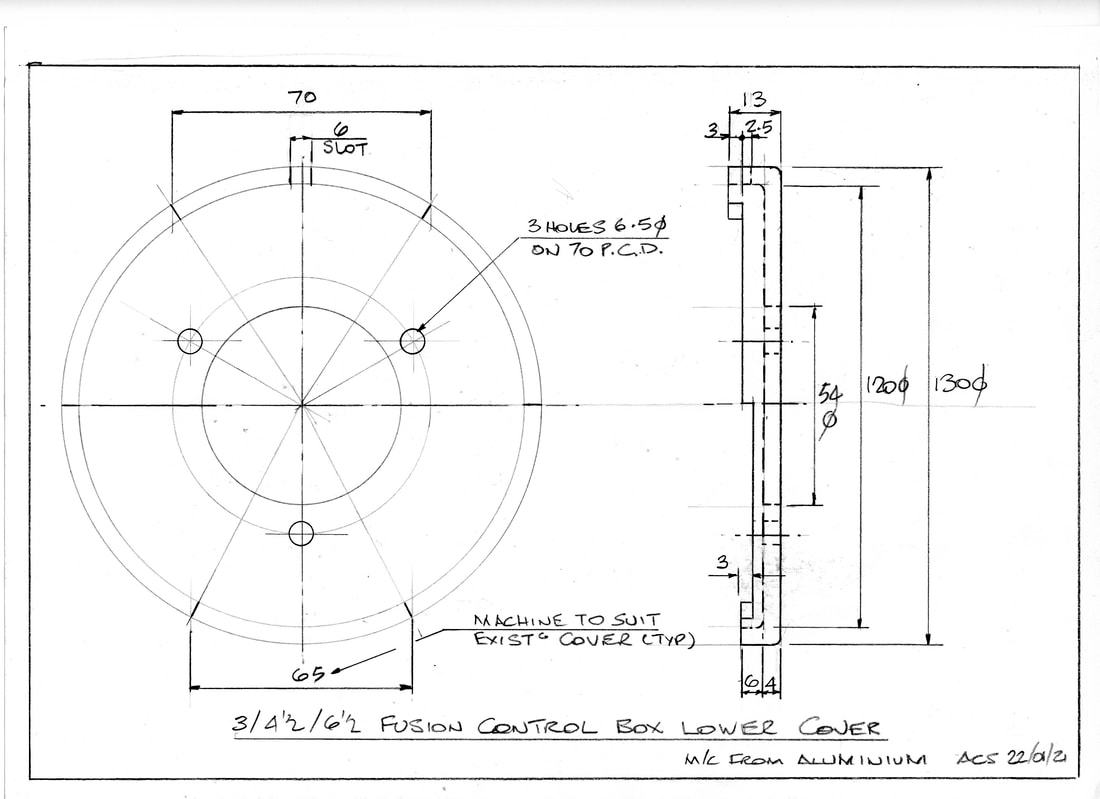
I JUST ADDED THE CENTRE DRAWING THAT SHOWS THE ALUMINIUM BOTTOM COVER WHICH, EXCEPT FOR THE LEVERS, COMPLETES THE DESIGN DRAWINGS FOR THIS FUSION PROPOSAL. YOU WILL SEE SLIGHT CHANGES HAVE BEEN MADE THAT I`VE NOT YET UPDATED ON THE ORIGINAL DESIGN SKETCH.
I JUST ADDED THE CENTRE DRAWING THAT SHOWS THE ALUMINIUM BOTTOM COVER WHICH, EXCEPT FOR THE LEVERS, COMPLETES THE DESIGN DRAWINGS FOR THIS FUSION PROPOSAL. YOU WILL SEE SLIGHT CHANGES HAVE BEEN MADE THAT I`VE NOT YET UPDATED ON THE ORIGINAL DESIGN SKETCH.
